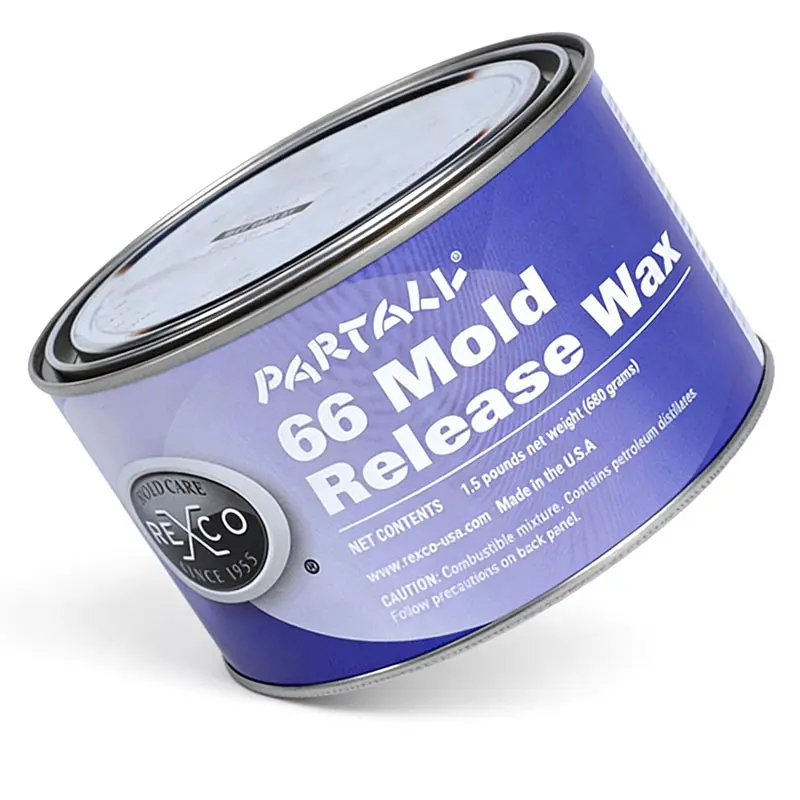
一、产品描述
派脱 66# 是美国 REXCO(始创 1953)原装全合成无硅型专用脱模蜡,软质细腻膏体配方,不含有机硅成分;薄涂后在模具表层生成致密低表面能隔离膜,从根源杜绝胶衣鱼眼、缩孔缺陷,脱模残留极低,适配环氧、预浸料等高粘附树脂与复杂异形模具,适用常温至≤80℃中温成型,是需要喷漆、粘接二次加工复材件优选脱模耗材。





二、基础信息
- 品牌型号:派脱 66 号脱模蜡,REXCO 美国原厂出品
- 包装规格:680g / 罐,整箱 12 罐
- 配方特点:全合成无硅复配蜡,软质膏体,快干易抛
- 适用温度:常规≤80℃中低温成型,>80℃更换派脱高温系列蜡
三、核心优势
- 无硅不污染:零硅配方,彻底规避鱼眼、缩孔,成品可直接喷漆、粘接,省去除硅除蜡工序;
- 高强脱模力:针对环氧、预浸料等难脱模高粘树脂,复杂型腔不易粘模拉伤;
- 施工便捷:膏体延展性佳,涂刷顺滑,上蜡约 1 分钟发白即可抛光,人工 / 电动抛光均可;
- 成品高光:脱模工件表面平整光亮,大幅减少后续打磨工作量;
- 通用性强:新旧钢模 / 玻璃钢模 / 多孔模通用,可单独使用,也能搭配 PVA 脱模水组成复合脱模体系。
四、用途、适用范围 & 施工规范
1、适配原料与工艺
- 适用树脂:环氧、乙烯基酯、不饱和聚酯、各类预浸料;
- 成型工艺:手糊、常温浇注、真空灌注、中温固化成型;
- 应用产品:碳纤维精密件、玻璃钢卫浴、人造石、模具翻制件;额外用于硅污染模具修复、大型模具封边。
2、标准施工步骤
- 模具预处理:模具彻底除油除尘;木模、石膏等多孔模具需先封孔密封;
- 薄涂施工:洁净干布分区薄涂,单次涂布 0.3~0.5㎡,杜绝厚积;
- 擦拭时机:涂覆约 1min 蜡层微白即可;
- 层数规范:旧模具 1~2 层;新模 / 复杂模具 3~4 层,每层交错方向涂刷;末层抛光后静置≥60min 再投料;
- 储存:阴凉避光密封存放,远离热源。
3、搭配选型
- 高粘环氧 / 预浸料:单用 66# 或 66#+PVA 复合;
- 高光胶衣、需后喷漆:必选无硅 66 号;
- 常规玻璃钢、人造石:1~2 层薄涂即可。
五、应用案例
- 环氧碳纤维精密构件:痛点:高粘环氧易卡模、表面易出鱼眼;方案:薄涂 3 层 66#,静置 1h 灌注;效果:零粘模,无针孔鱼眼,良品率提升 50% 以上。
- 玻璃钢卫浴胶衣产品:痛点:普通含硅蜡造成胶衣鱼眼、无法后处理;方案:2 层 66# 薄涂抛光;效果:胶衣光洁无缺陷,可直接打磨喷漆。
- 预浸料热压小件:痛点:预浸料附着力大、脱模撕裂;方案:66 号蜡 + PVA 组合脱模;效果:完整脱模无破损,长效保护模具。
六、常见问题汇总
| 问题 | 原因 & 解决方案 |
|---|---|
| 为何优先选无硅 66#? | 含硅蜡残留引发鱼眼、喷漆脱落;本品无硅,适配外观件与二次加工产品 |
| 环氧 / 预浸料频繁粘模 | 层数不足、未干透、模具带油污;新模≥3 层薄涂,严格静置固化,模具提前清洁,可搭配 PVA 补强 |
| 成品雾痕、表面不均 | 涂蜡过厚、抛光滞后、环境落尘;严控薄涂,上蜡后及时抛光,无尘车间作业 |
| 木模 / 石膏多孔模具使用 | 不能直接上蜡,必须先用底漆 / 密封剂封孔,再涂刷 3 层以上 66# |
| >80℃高温成型能用吗? | 本品上限 80℃,高温热压罐改用 REXCO 高温专用脱模蜡 |
| 模具积蜡残留清理 | 小件用酒精、丙酮擦拭;积垢严重使用专用除蜡剂清洗模具 |
七、总结
美国 REXCO 派脱 66 号为全合成无硅脱模蜡,≤80℃中温适用,可解决高粘树脂脱模与硅污染问题,成品可直接粘接喷漆,广泛用于碳纤维、玻璃钢和人造石等制品脱模。
🎉特别声明:本文系用户投稿,内容观点归作者所有。本站仅存信息,不担法律责任,侵权请举证联系删除。



