



一、产品简介
Freeman 266 PSA 是热稳定型压敏背胶高温蜡片,专为 RTM 工艺、复合材料模具、金属成型工装打造的高精度间隙控制材料。产品采用合成蜡基材搭配环保水性压敏胶,可适配树脂固化放热工况,依靠严苛的尺寸公差与优异热稳定性,精准管控模具间隙与制品壁厚。本品属于非危险工业耗材,各项指标符合欧美安全法规,使用安全有保障。
二、技术参数
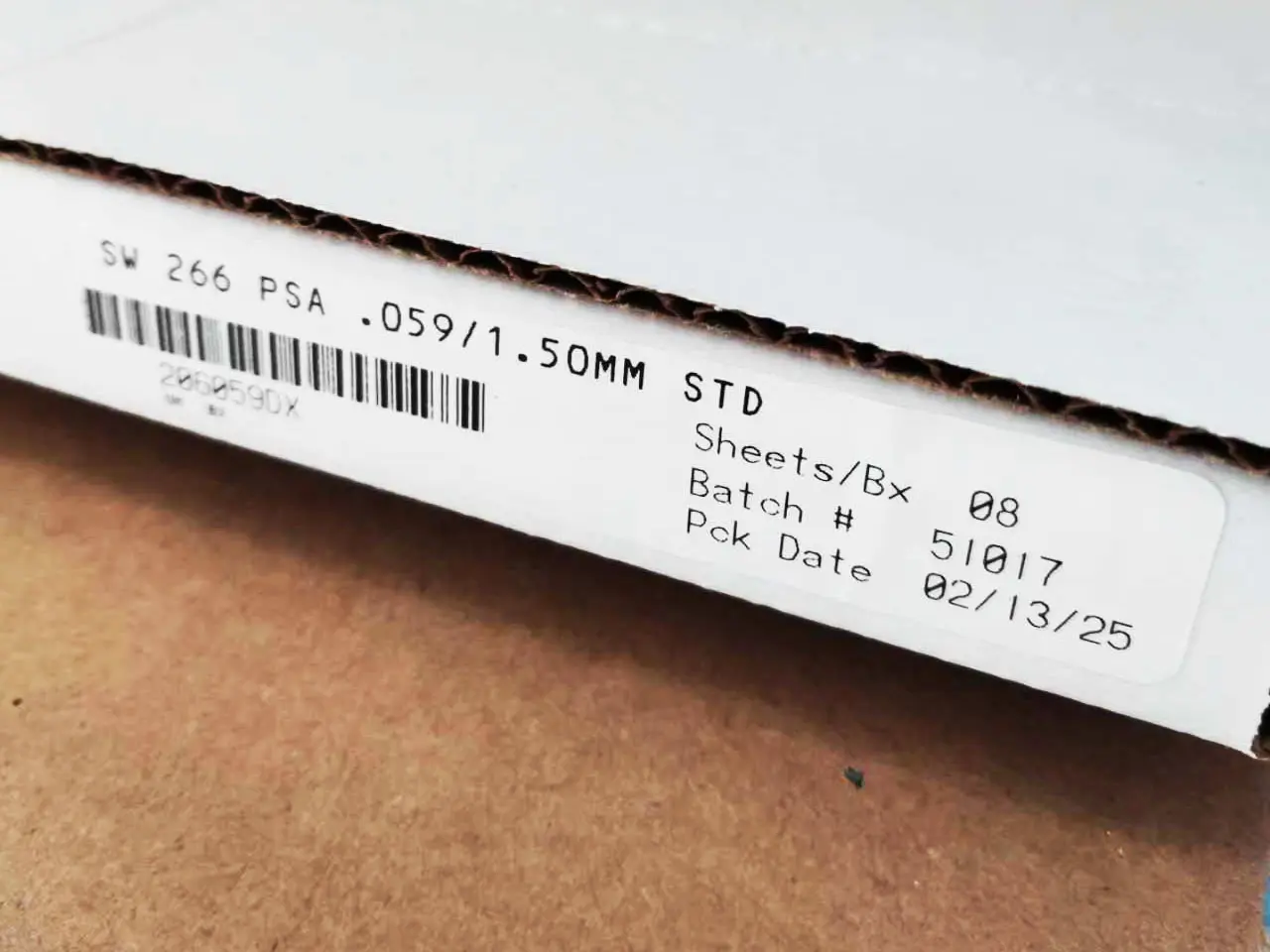
- 型号:266 PSA(带压敏背胶)
- 品牌:Freeman
- 产地:美国
- 公称厚度:1.50mm(0.059″),厚度公差:±0.002″(≈±0.05mm)
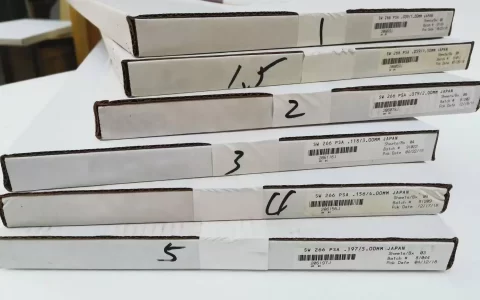
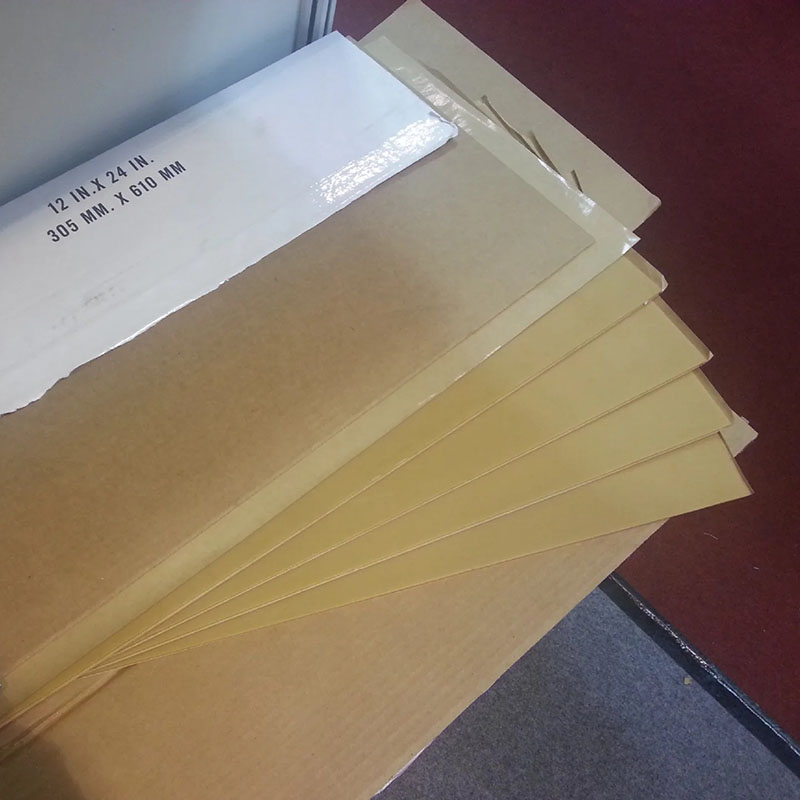
- 外形规格:305×610mm(12″×24″),包装规格:8 片 / 盒
- 物理属性:棕黄色固体片材,密度0.90±0.05g/cm³,不溶于水
- 热工性能:环球软化点135~140℃,熔点 >137℃,闪点240℃;68~86℃区间体积膨胀率仅0.2%,灰分含量0.051%。
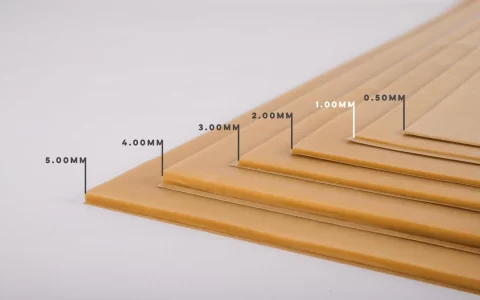
- 其它规格:
| 产品规格(厚度 × 长 × 宽) | 单盒包装数量 |
|---|---|
| 0.5mm × 305mm × 610mm | 10 片 / 盒 |
| 1.0mm × 305mm × 610mm | 8 片 / 盒 |
| 1.5mm × 305mm × 610mm | 8 片 / 盒 |
| 2.0mm × 305mm × 610mm | 8 片 / 盒 |
| 2.5mm × 305mm × 610mm | 6 片 / 盒 |
| 3.0mm × 305mm × 610mm | 4 片 / 盒 |
| 4.0mm × 305mm × 610mm | 4 片 / 盒 |
| 5.0mm × 305mm × 610mm | 3 片 / 盒 |
三、核心特性
- 超高尺寸精度:整片厚度均匀一致,公差标准严苛,完全满足精密模具、高端复合材料制品的高精度尺寸要求,从源头保障成品合格率。
- 优异热稳定性:可承受树脂固化过程中的峰值温度,高温环境下不会流淌、塌陷,形变量极低,适配环氧、聚酯等各类放热型树脂体系。
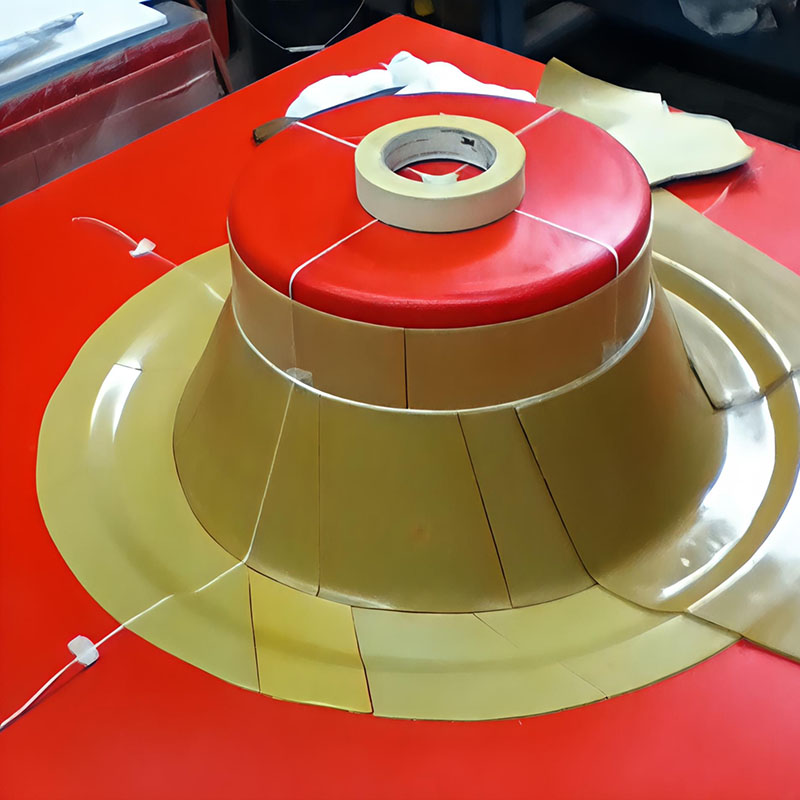
- 施工通用性强:单面压敏背胶设计,铺贴后定位牢固、无滑移现象;蜡片本体柔韧性出色,平面、复杂曲面均可紧密贴合,无应力回弹问题。
- 易清洁、低残留:支持冷态铲除、137℃以上热熔清除两种清理方式;低灰分配方大幅减少模具表面残留,有效降低后期模具清理的人工与物料成本。
- 广泛化学兼容:与环氧、聚酯等主流工业树脂兼容性良好,可搭配金属、玻璃钢、树脂模等各类模具基材使用,适用场景覆盖面广。
- 安全耐储存:不含有害化学成分,不属于危险化学品;常温密闭存放状态下抗老化能力强,长期存放不易出现脱胶、变形等问题。
四、应用范围及案例
(一)核心应用范围
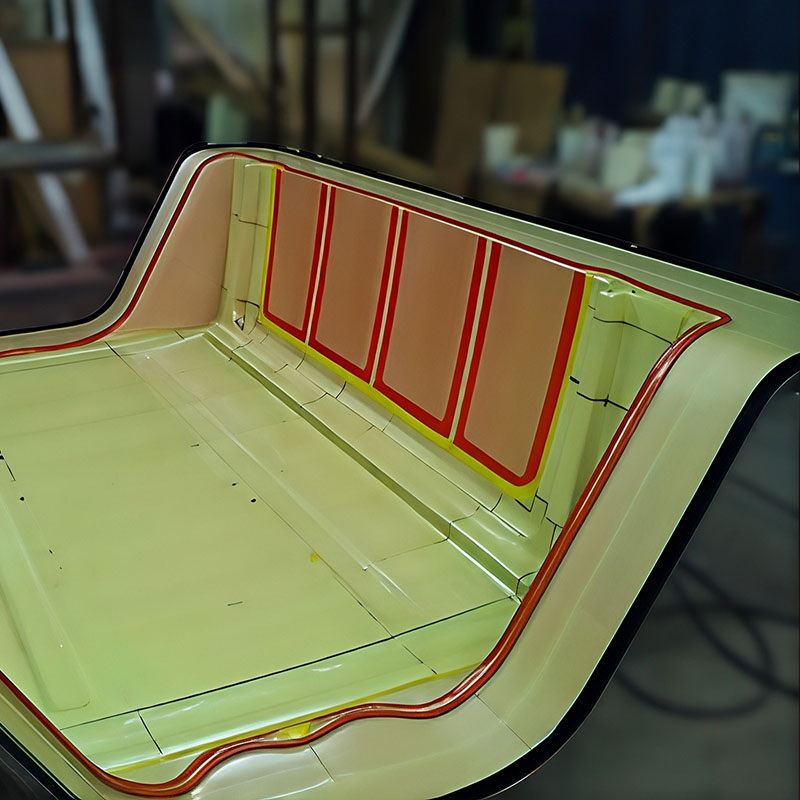
- RTM 树脂传递模塑(主力应用):用于合模分型面、密封止口、型腔间隙制作,精准控制复合材料件壁厚,适配汽车、风电、轨道交通、航空航天领域的各类零部件模具。
- 金属成型模具:模拟板材、工件标准厚度,应用于冲压模、成型模的间隙标定、试模校准工作。
- 复合材料成型工艺:作为真空导流、双组分对开模的分模层、等厚垫层使用。
- 特种辅助应用:用作电子元器件灌封、封装工序中的临时隔离垫层。
(二)实际应用案例
- 汽车复材零部件模具:某汽车零部件企业在 RTM 工艺生产碳纤维车门内饰板时,使用该款 1.50mm 背胶蜡片制作分型面间隙,蜡片高温下无变形,制品壁厚误差控制在 0.1mm 以内,批量生产稳定性大幅提升。
- 风电叶片辅模:风电行业小型叶片 RTM 模具采用此蜡片标定型腔间隙,曲面铺贴贴合紧密,固化后清理无顽固残留,延长模具使用寿命。
- 金属冲压试模:机械加工厂将蜡片用于不锈钢板材冲压模间隙校准,精准模拟工件厚度,缩短试模周期,提升模具调试效率。
- 电子元器件封装:电子制造企业利用蜡片绝缘、易剥离的特性,作为芯片灌封工序临时隔离垫层,施工便捷,后期清理不会损伤元器件。
五、作业规程
(一)施工准备
作业环境温度要求:15~30℃,作业区域需远离明火、高温热源;模具表面必须彻底除油、除尘并完全干燥,若涂刷脱模剂,需等待脱模剂完全表干后方可施工。
配套工具:裁切刀具、压实滚轮、塑料铲刀、控温热风设备。
(二)铺贴工艺
按照使用区域实际尺寸裁切蜡片,剥离背胶离型纸后贴合模具基面;铺贴时由中心向四周滚压,充分排出空气,严禁产生空鼓。针对大曲率曲面,可使用 40~60℃低温预热蜡片,提升塑形能力;多片拼接时做到无缝对接,禁止叠层铺贴。施工完成后可直接进行合模、注胶、固化作业。
(三)脱模清理
- 热熔清理(推荐方式):将蜡片加热至137℃以上使蜡体熔融,先用抹布擦拭主体蜡体,残留污渍搭配专用模具清洗剂彻底处理。
- 冷态清理(适配精密镜面模具):使用塑料或木质铲刀缓慢铲除蜡体,避免硬质工具划伤模具型腔,铲除完成后对模具做常规清洁即可。
(四)储存要求
放置于阴凉室温环境密闭存放,环境温度 **≤35℃**;做好避光处理,远离热源与氧化剂;包装箱直立摆放,禁止重物堆叠在箱体上方。
六、专业知识
- 型号选型区分:1.50mm 规格为行业通用主力厚度,适配常规制品壁厚与模具间隙;Plain Back 无背胶款,适合需要反复调试的工装模具;PSA 背胶款优先用于固定工位、批量生产的模具,定位更稳定。
- 高温工况适配:本品可耐受树脂常规固化放热,若树脂体系峰值温度持续 **>137℃**,需搭配隔热垫层,或优化树脂固化工艺,防止蜡体软化失效。
- 多层叠加规范:如需多片叠加构建大间隙,必须逐层铺贴、逐层压实,依靠背胶增强层间结合力,避免受压后出现错位。
- 界面使用要点:高光、镜面模具不可过量涂刷脱模剂,助剂残留会破坏背胶附着力;潮湿基面严禁施工,极易引发背胶脱落、蜡片起翘问题。
- 拓展规格参考:同系列 Freeman 蜡片还有 0.5mm、1.0mm、2.0mm、2.5mm 等多种厚度,外形尺寸均为 305×610mm,可根据模具间隙需求灵活选配。
七、常见故障现象、成因及解决措施
- 故障现象:铺贴后空鼓、间隙不均 成因分析:模具基面不洁,铺贴时未充分滚压排气。 解决措施:施工前彻底清洁模具表面;铺贴过程分段滚压排气,若出现微小气泡,可扎孔后再次补压。
- 故障现象:固化阶段蜡片软化变形 成因分析:模具局部积热,树脂固化峰值温度超标。 解决措施:优化树脂固化制度,对模具分区控温,避开局部高温区域。
- 故障现象:曲面铺贴出现开裂 成因分析:作业环境温度偏低,蜡片韧性下降,同时存在过度弯折情况。 解决措施:使用 40~60℃热风预热蜡片后再铺贴,大弧度区域分块裁切施工。
- 故障现象:清理后模具残留蜡渍 成因分析:清理方式不当,蜡片灰分附着在模具表面。 解决措施:优先采用热熔清理方式;残留蜡渍部位使用专用除蜡剂擦拭清洁。
- 故障现象:背胶脱落、蜡片移位 成因分析:基面含有水分,或脱模剂未完全干透。 解决措施:等待基面完全干燥、脱模剂彻底表干后,再进行蜡片铺贴作业。
- 故障现象:仓储后蜡片弯曲变形 成因分析:存放环境温度过高,包装箱受到重物挤压。 解决措施:严格控温储存,包装箱直立放置,严禁在箱体上方叠加重物。
八、注意事项
- 裁切蜡片时尽量保持切口平整,尖锐切口在高温工况下易出现应力开裂,影响使用效果。
- 本品虽不属于危险化学品,但热熔清理时会产生轻微气味,作业环境建议保持通风。
- 不同品牌树脂固化放热温度存在差异,首次搭配新树脂使用前,建议先做小面积耐高温测试。
- 长期停用的模具,需提前清理残留蜡体及助剂,再重新铺贴蜡片,保障背胶粘接效果。
🎉特别声明:本文系用户投稿,内容观点归作者所有。本站仅存信息,不担法律责任,侵权请举证联系删除。