

释放双眼,带上耳机,听听看~!
几乎所有复合材料加工工艺都需借助模具赋予产品特定形状。仅用于塑造复合材料零件表面几何形态的器具被称为模具;工装是更为广义的概念,既包含模具,也涵盖所有参与零件成型的装配部件。二者在特定场景下可互换使用,但工装范畴更宽泛。
本文以虚构复合材料零件为例,系统讲解工装类型、加工流程及专业术语,覆盖复合材料成型零件常见结构特征。
一、量产核心工装:阳模 / 样板→阴模
量产复合材料零件,通常先制作阳模 / 样板,再翻制阴模用于批量生产。
1. 阳模的制作要求
- 表面光洁度高于成品要求,保障成品表面质量。
- 集成成品全部法兰、定位结构等特征。
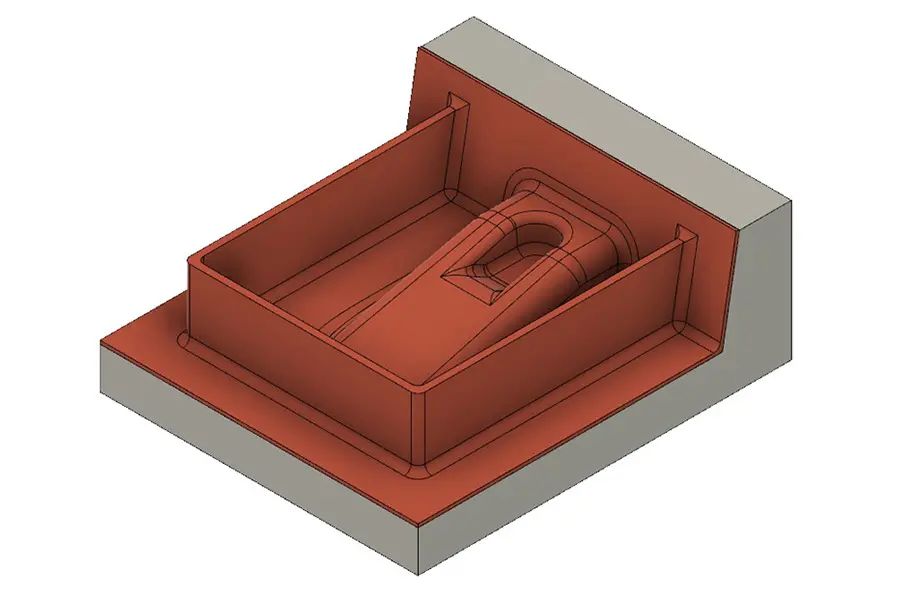
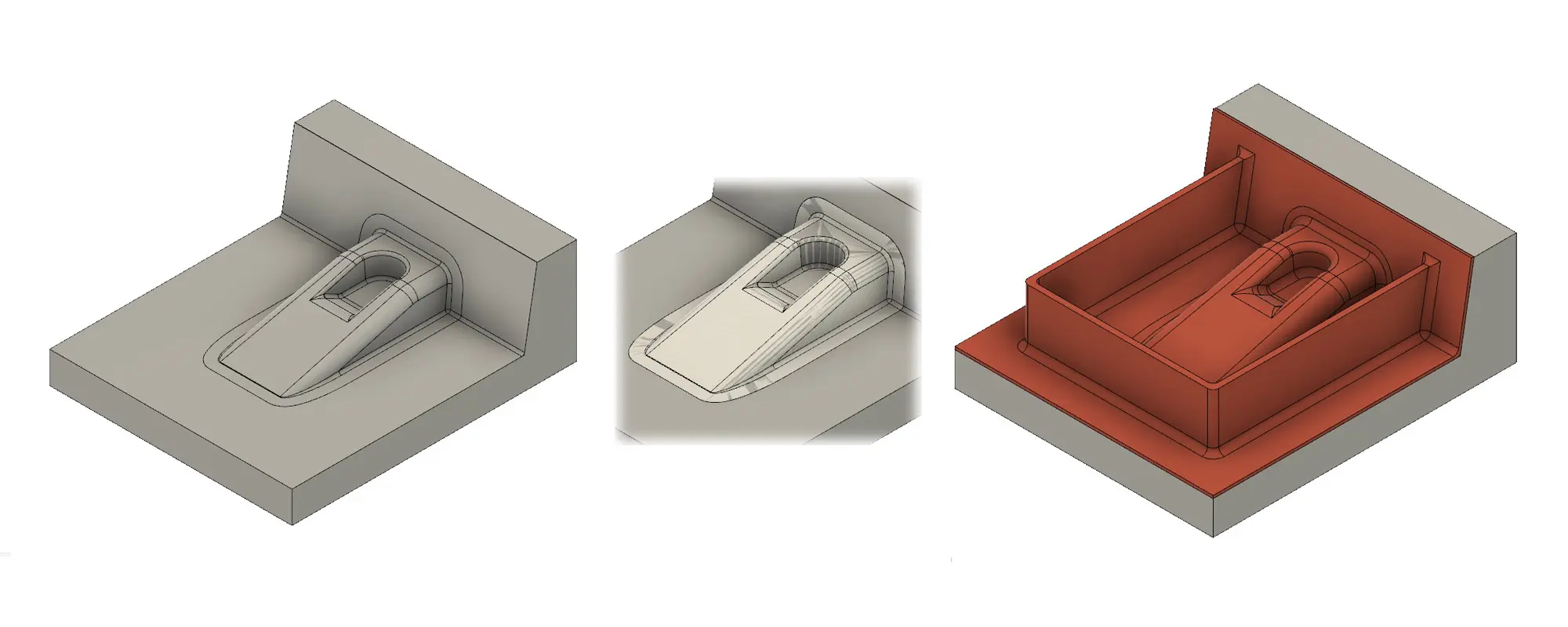
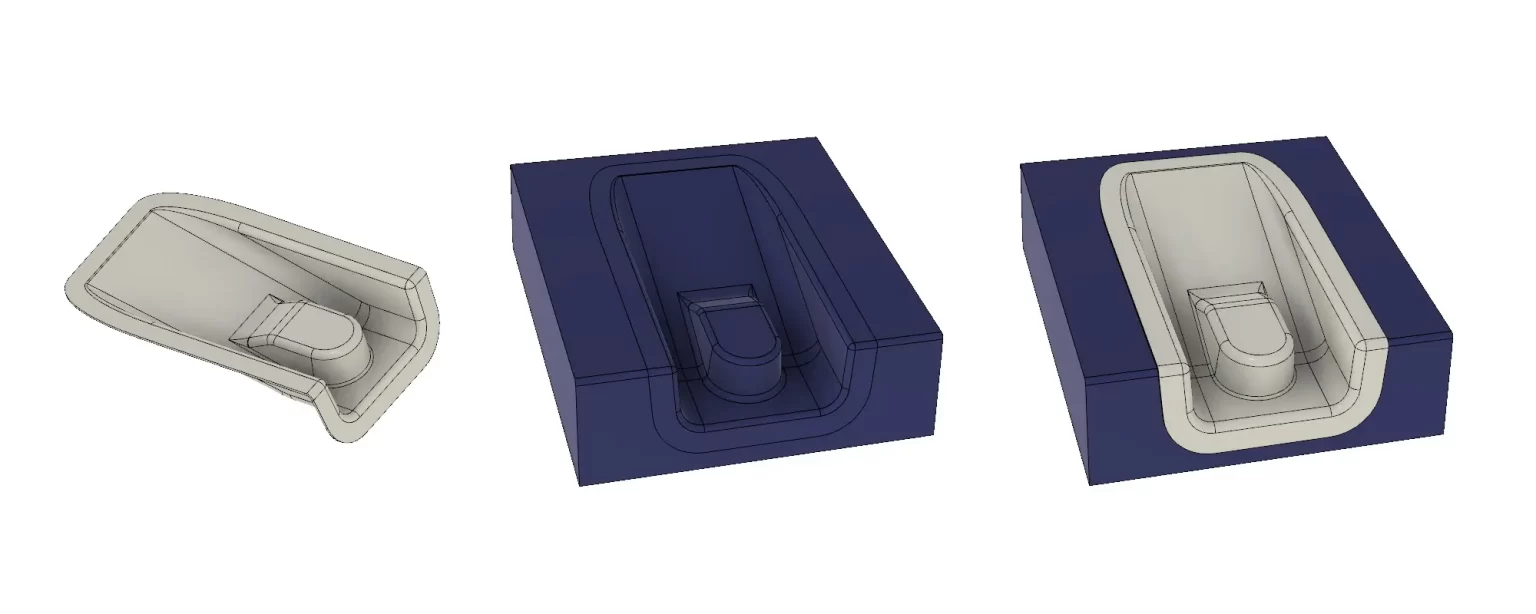
2. 从阳模到阴模的成型流程
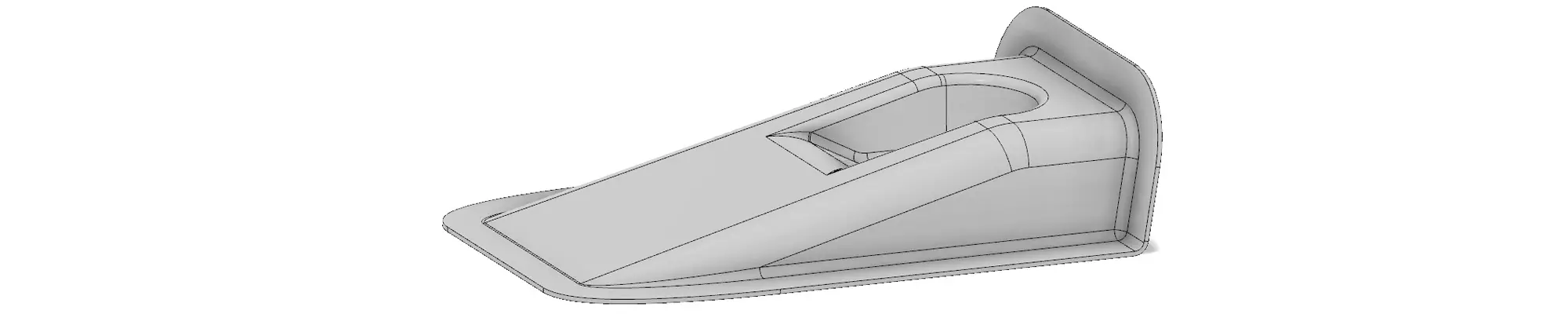
- 阳模为带法兰、定位的基础实体,成品几何形态内嵌其中。
- 以阳模为基底,表面层压制作阴模(零件成型型腔)。
- 阴模需增设支撑结构,保证稳定性与操作便利性。
- 合格阴模完整复刻阳模结构与表面光洁度。
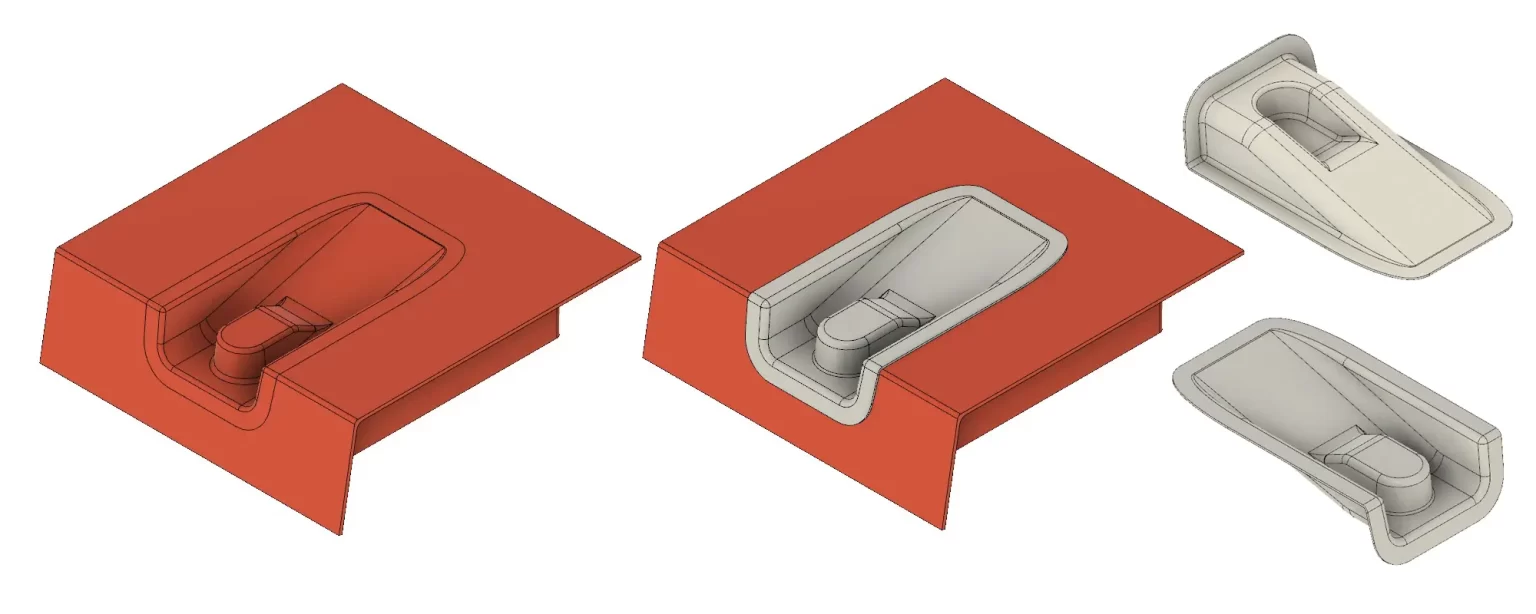
3. 成品的成型与脱模
- 阴模脱模后即可用于零件量产,复合材料在阴模型腔内成型。
- 零件边缘预留加工余量,后续修剪。
- 工装面 / 模面:直接在阴模内成型,光滑平整,常涂胶衣,为成品外观面。
- 背面 / 袋面:成型效果差、表面粗糙,需隐藏或打磨;精整需求可选用压制、RTM/VARTM、挤压等工艺。
4. 脱模剂的关键使用原则
- 阳模–阴模、阴模–成品之间均需涂抹脱模剂。
- 新脱模体系先测试、再生产,避免直接量产导致报废。
- 严格遵循厂商使用说明,降低脱模风险。
二、单件 / 小批量生产的捷径工艺
单件 / 小批量生产可简化工艺,成本更低、周期更短。
1. 阳模成型
- 阳模为凸面结构,零件直接在表面层压成型。
- 零件外表面为非精整面,需手工打磨、刮腻、喷漆等处理。
- 优势:成本远低于阴模成型,适合大型单件(如船体)。
2. 阴模成型
- 阴模为凹面结构,零件在型腔内成型。
- 适合汽车零件、机翼、自行车、船体等外观面高精度产品。
3. 单件阴模的制作特点
- 直接加工 MDF 板、工装板、铝合金等材料一步成型。
- 部分采用上下分体式设计,金属球定位,常用于碳纤维单件零件。
4. 金属模具的特殊优势
- 可跳过阳模,直接加工为阴模。
- 适合小型零件与大批量生产(如自行车车架)。
5. 阳模 / 阴模与性别属性无关
“阳(凸面)”“阴(凹面)” 仅描述表面结构,与称呼无直接关联;船体阳模 / 样板与阳模成型模具外观相近,后者按层压厚度缩小尺寸。
三、模具设计的核心关键要点
模具设计重点关注拔模角度、拐角半径、法兰结构,直接影响成型效率与成品质量。
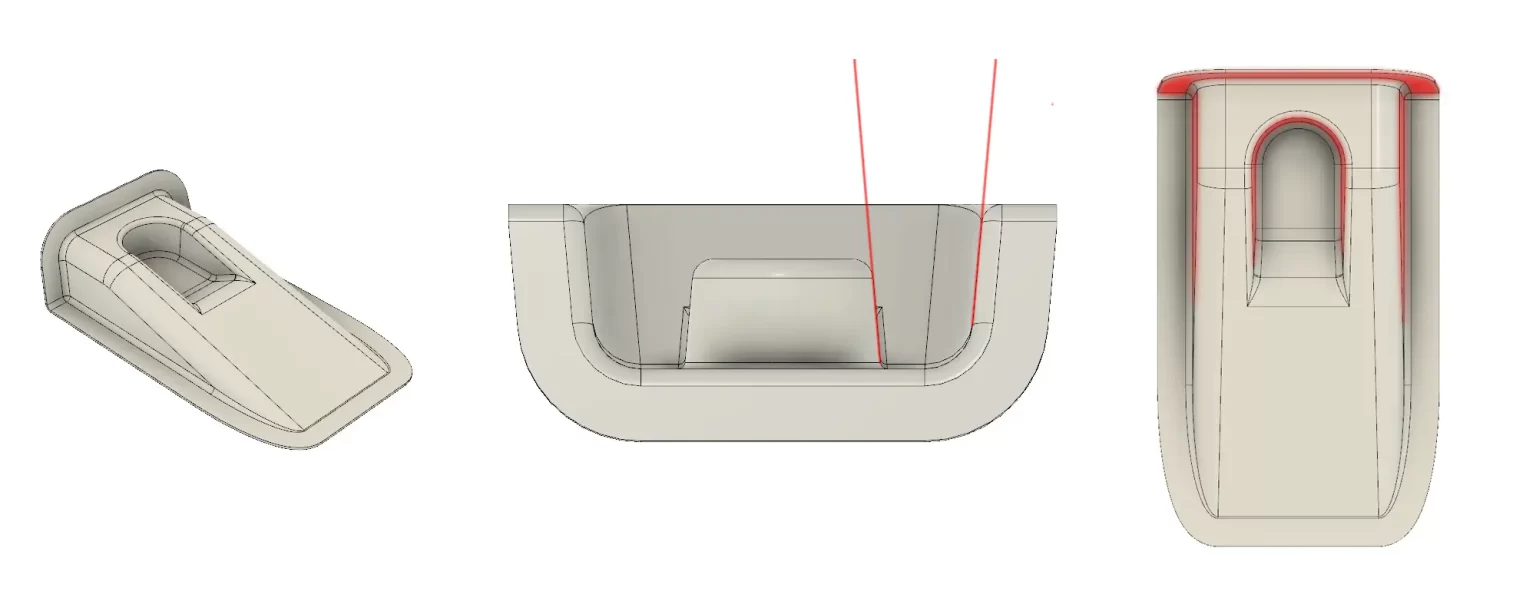
1. 拔模角度
- 作用:保证零件顺利脱模,避免卡模。
- 常规设计:侧面与竖直方向夹角建议 5°。
- 无拔模角度:仅适用于单件生产;平行侧面需采用分体式模具。
2. 拐角半径
- 避免尖角设计,尖角需用非结构材料填充。
- 原则:半径尽可能大;不小于层压材料厚度;理想为层厚 2 倍及以上。
- 半径过小:纤维褶皱、树脂堆积、局部变薄、强度下降、易开裂。
3. 法兰结构
- 外部大法兰用于粘接,等宽度法兰便于修剪、外观规整。
- 无需二次层压即可拼接,是优质连接方案。
- 提前集成装配细节,降低装配难度。
四、行业知识
- 按寿命:试制工装、批量工装、量产工装。
- 按材料:木质工装、玻璃钢工装、铝制工装、钢制工装。
- 选型:阳模适合内表面光洁、外表面可后处理产品;阴模适合外表面光洁、外观要求高产品;分体式模具适合深腔、倒扣、复杂结构零件。
五、典型应用案例
- 游艇船体:单件用阳模成型(低成本);批量用阳模翻阴模(高光洁度)。
- 汽车复合材料覆盖件:叶子板、引擎盖等用阴模 / VARTM 工艺,满足涂装精度。
- 航空航天小型结构件:无人机机架、卫星配件用铝合金阴模,稳定耐用、适合千件级量产。
- 自行车碳纤维车架:分体式金属阴模 + RTM 工艺,多腔一体成型,外观与强度俱佳。
六、常见问题
- 工装和模具的区别:工装是包含模具与辅助部件的广义总成;模具仅塑造零件表面形态。
- 量产优先阴模的原因:外观面光洁、尺寸一致、后处理少,适合大批量高精度生产。
- 拔模角度不足的问题:卡模、划伤、拉毛、应力集中,降低成品率与效率。
- 拐角半径过小的影响:纤维褶皱、树脂堆积、强度下降、易开裂。
- 法兰结构不合理的后果:装配难、连接弱、密封差,增加修剪与组装成本。
- 工装材料选择:小批量用木质 / 玻璃钢(低成本、短周期);大批量用铝合金 / 钢制(长寿命、高稳定)。
- 阳模 / 阴模快速选型:外表面要求高→阴模;内表面要求高、外可后处理→阳模;大批量→阴模;单件小批量→阳模。
- 脱模失败常见原因:脱模剂漏涂 / 不均、表面未清洁、粗糙度超标、未提前测试。
声明:本站文章均为用户自行投稿上传,仅代表投稿人个人观点,本站仅提供信息存储空间,不对内容享有所有权、著作权,亦不承担由此引发的一切法律纠纷。若您认为相关内容侵害自身合法权益,可提供权属证明及侵权证据联系我方,平台审核确认后将及时做删除下架处理。
