





产品描述
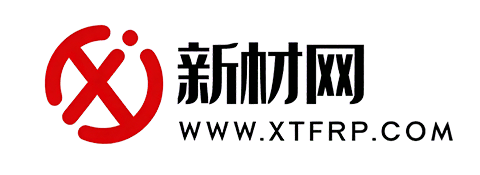
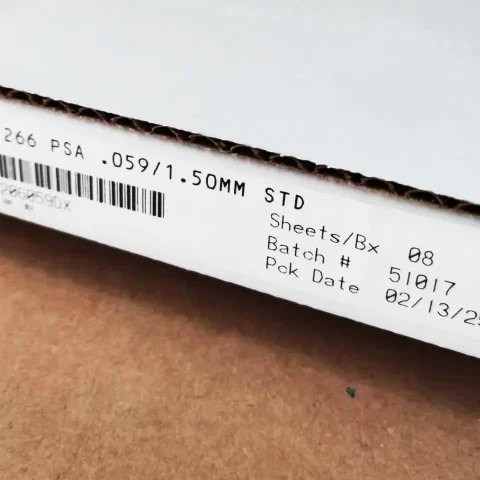
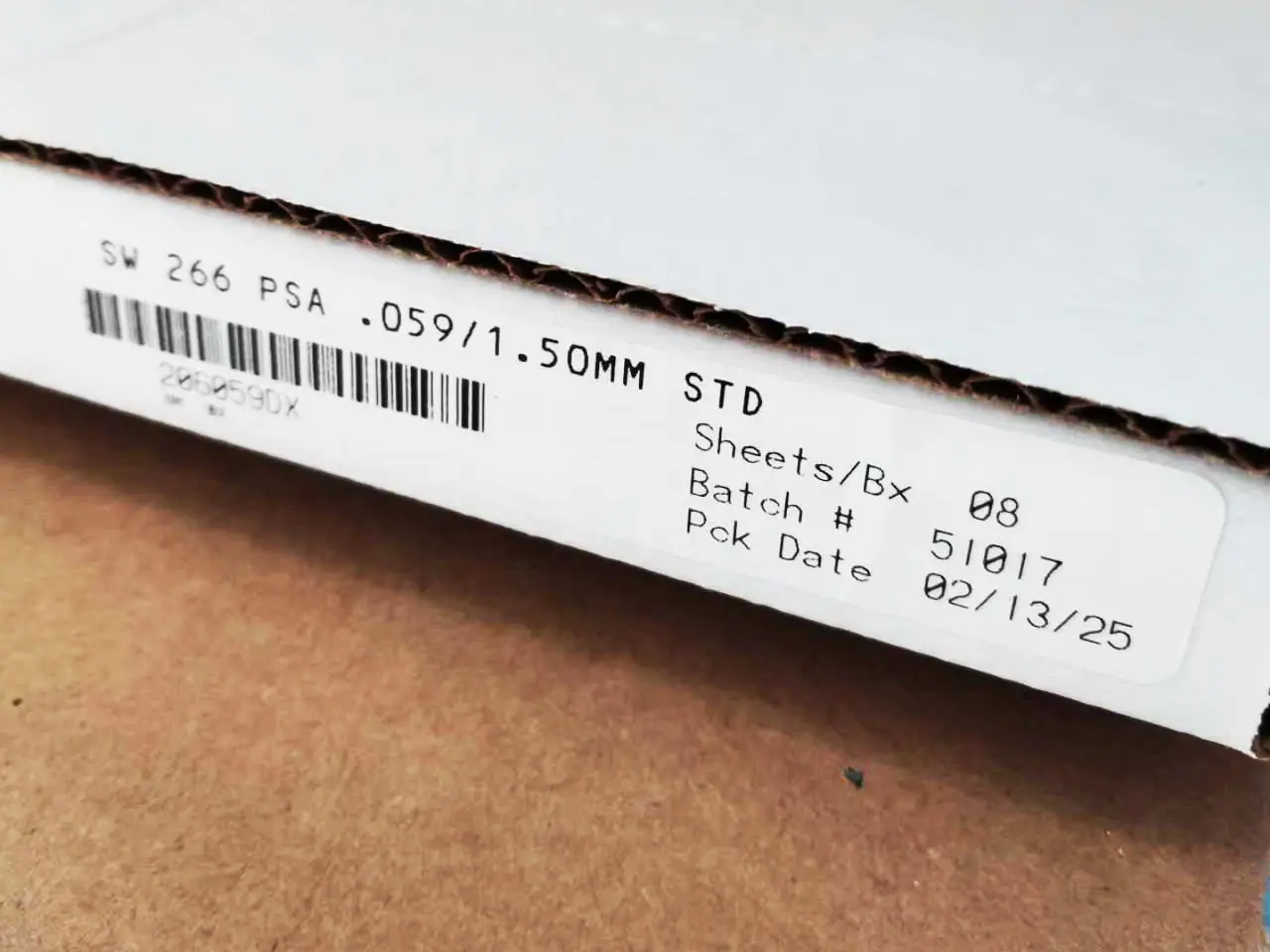
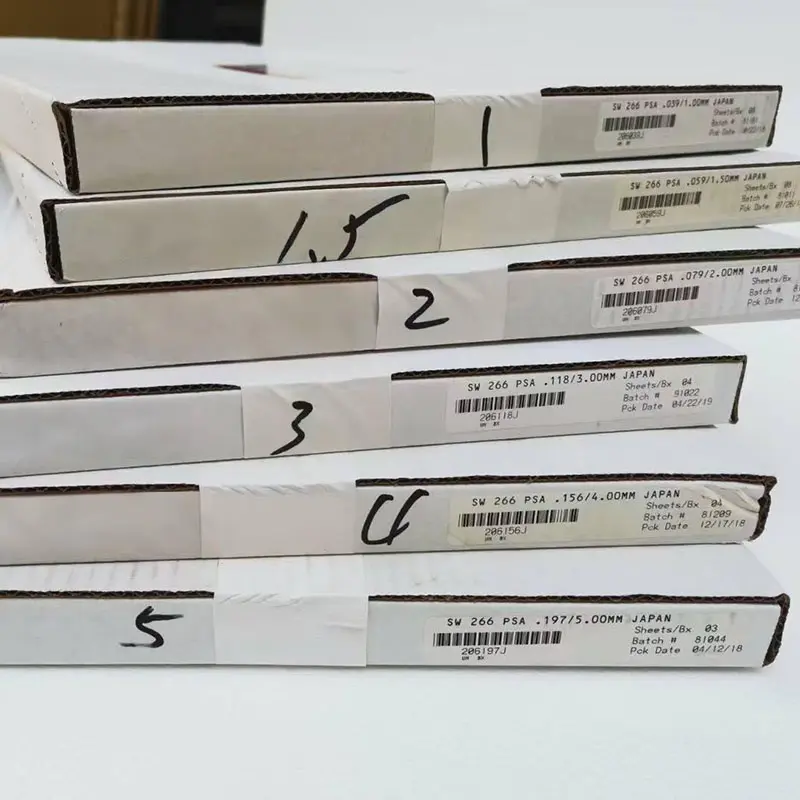
SW266 PSA高温稳定型背胶蜡片,PSA自带压敏胶,1.5mm厚度公差±0.001英寸,软化点135~140℃(275~285℉),室温可随意包覆曲面、无回弹记忆,适配环氧/乙烯基/聚酯树脂放热固化场景,不会因树脂放热软化塌陷,主要用于精准预留均匀模腔间隙、分模、模拟产品壁厚、制作流道/预埋槽。





产品特性
这款耐高温蜡片适配各类模具、模型制作场景,主要用于预留模具间隙:可填充样板模与成型模间隙(制作产品外罩),也可满足两组成型模配对使用的间隙需求(制作对合模)。
本品厚度精度高、生产公差极小,铺贴于样板模、成型模曲面后,依旧稳定维持标准厚度,精准控制模腔间隙。
具备优良耐热性能,树脂浇注、积层放热过程中不会熔化变形;模具固化完成后,升温至126℃以上即可熔除蜡片;现场不具备加温条件时,使用塑料刮板就能直接冷刮剥离,两种脱膜方式灵活可选。
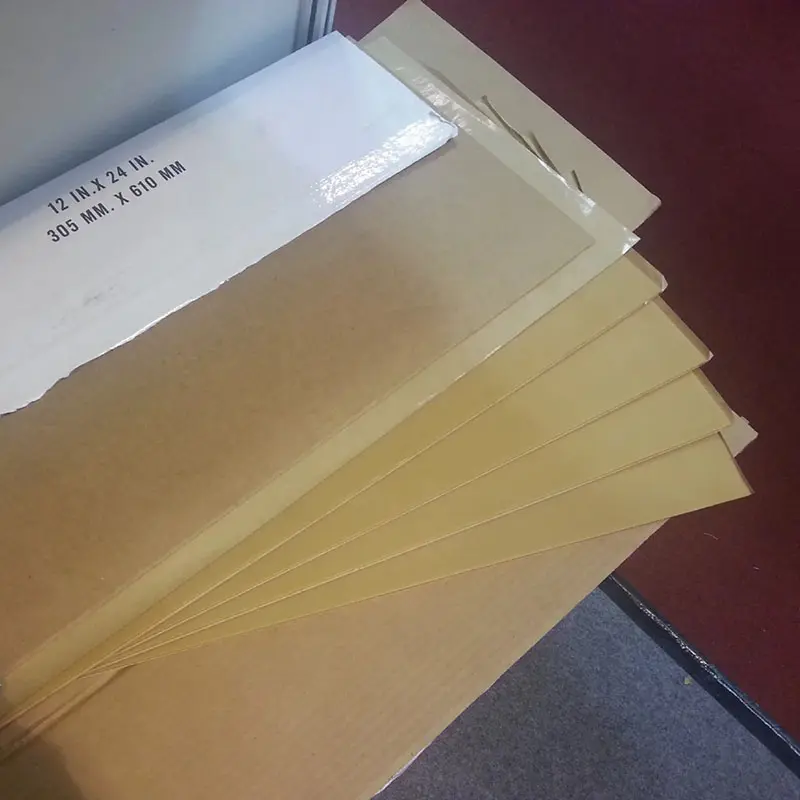
产品单面自带压敏背胶,铺贴操作简单,可紧密服帖粘贴在各类样板模、成型模表面,不易翘边移位。


使用场景
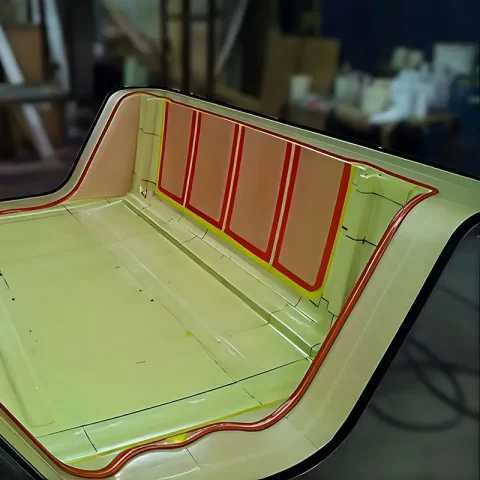
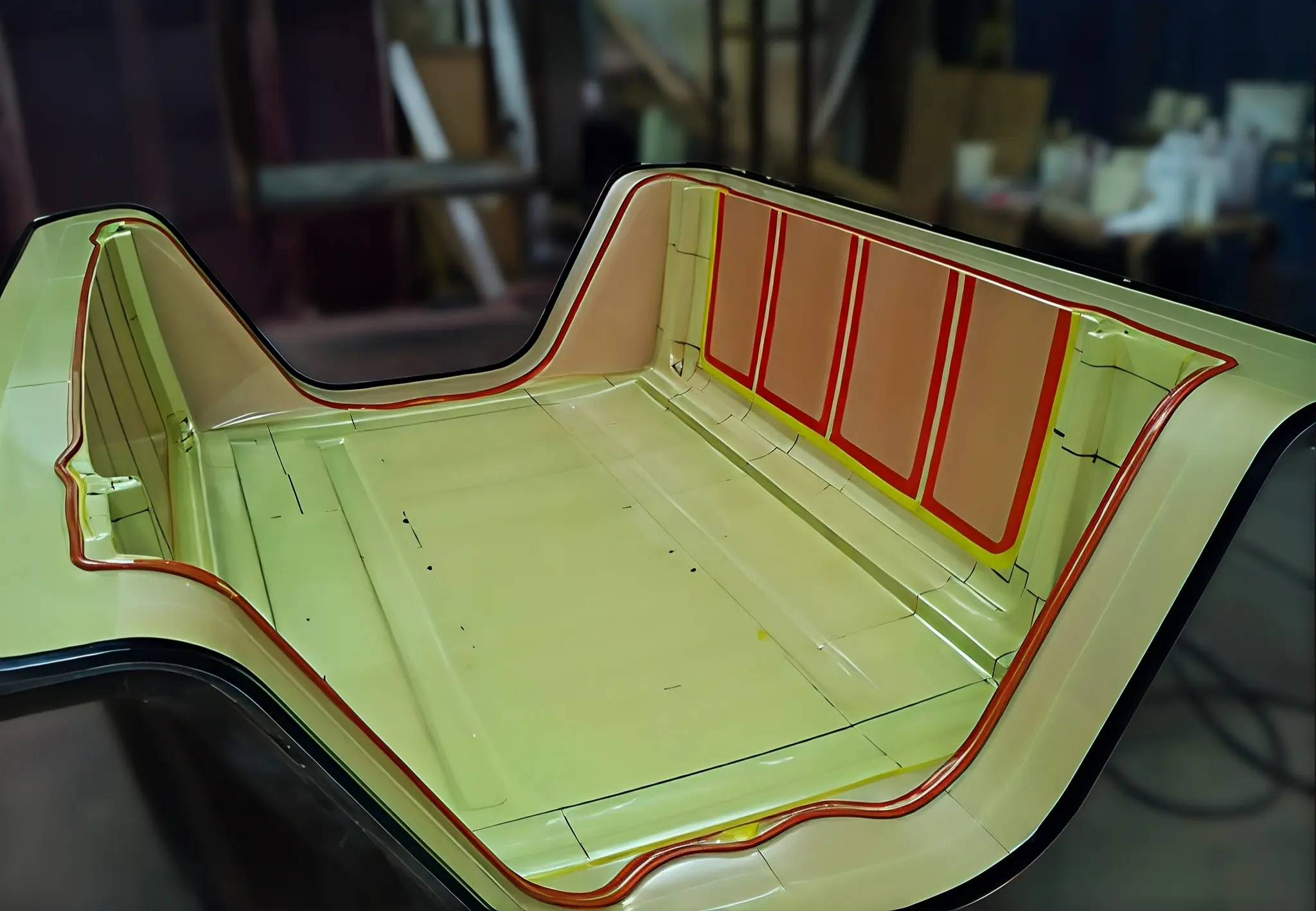
- 工艺:L-RTM / 真空灌注复合材料模具,用来预留模腔间隙、制作分模面;
- 施工方式:将 Freeman 蜡片裁切分片,贴合红色母模曲面,拼接缝隙规整;
- 作用:精准控制产品壁厚,环氧树脂高温固化时蜡片不会软化塌陷,成型后直接剥离蜡片,实现公母模精准分离;
- 适用行业:风电复材、汽车碳纤维件、船舶玻璃钢、航空手板模型。
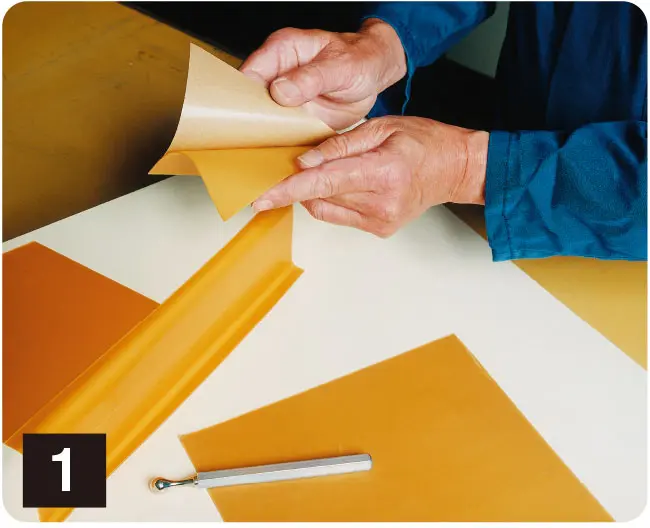
操作指南




应用案例
案例 1:RTM/L-RTM 碳纤维复合材料模具(汽车 / 风电 / 船舶)
应用场景
汽车碳纤维覆盖件、风电叶片辅件、游艇壳体 RTM 对模,成品设计壁厚 1.5mm,直接使用 1.5mm SW266 PSA 做型腔隔层,保证全域壁厚一致。
操作流程
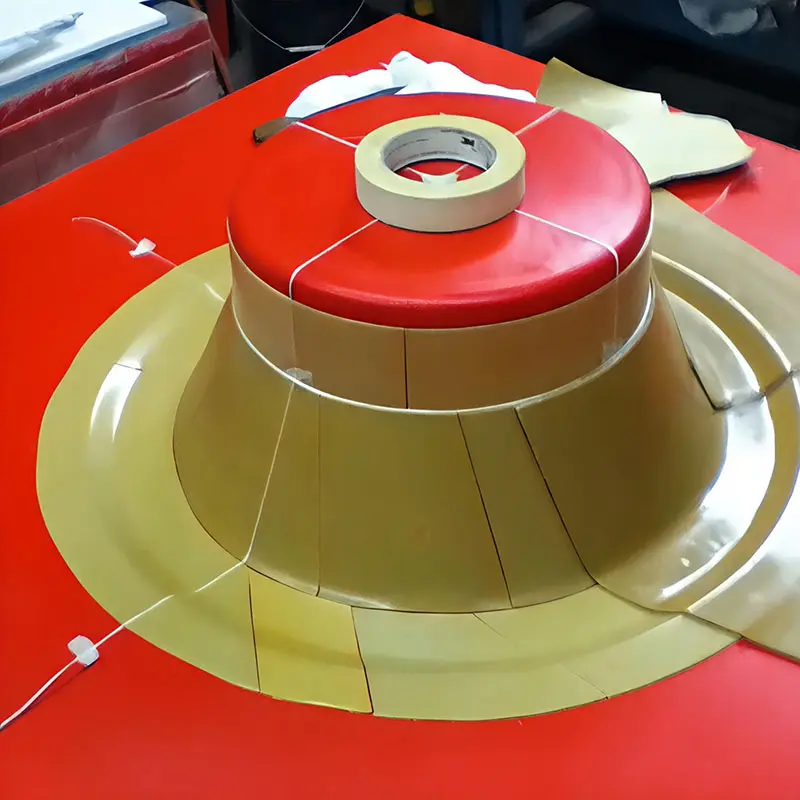
- 母模完整做脱模处理,撕掉蜡片离型纸,整张铺贴母模表面,手辊压实,曲面自然服帖无需加热;
- 接缝用补缝蜡填平,边角圆角处裁小块贴合;
- 糊制外模工装玻璃钢 / 环氧工具树脂,固化放热阶段 SW266 不形变;
- 模具完全固化后升温至 140℃以上熔出蜡片,形成精准 1.5mm 封闭型腔;
落地优势
1.5mm 单张无需多层叠加,无层间缝隙;耐高温适配高放热环氧工具树脂,不会出现局部变薄、鼓包;自带背胶不滑动,分型线精准可控。
案例 2:金属冲压成型母模、冲头壁厚模拟
应用场景
铝合金 / 钢板冲压模具开发,产品板材厚度 1.5mm,用蜡片贴覆标准原型,复刻金属料厚间隙,翻制石膏 / 环氧检具、凹凸模基准。
落地优势
厚度均匀稳定,室温可塑性强,复杂折弯、加强筋曲面完整贴合;熔除后模腔尺寸误差极小,替代多层薄片叠加,提升检具精度。
案例 3:复合材料分模缝、密封胶条预埋槽制作
应用场景
大型玻璃钢船体、房车壳体、轨道交通内饰两瓣对开模具,分型面预留 1.5mm 密封槽,用于预埋橡胶密封条。
操作
沿分模线整条粘贴 1.5mm SW266 PSA,两端延伸至溢料区,糊制阳模后熔蜡,直接成型标准深度密封槽,槽深全程稳定 1.5mm,省去二次铣槽工序。
案例 4:树脂导流流道、注胶通道预留
应用场景
真空灌注、RTM 注胶模具,制作厚度 1.5mm 薄型导流通道,平衡树脂流速,避免局部积胶缺料。
优势
背胶固定不易移位,固化后熔除形成光滑流道,无蜡残留堵塞注胶口。
案例 5:电子件灌封模具、工装垫块
应用场景
小型电源、传感器环氧灌封工装,用 1.5mm 蜡片预留元件与外壳间隙,固化后熔蜡取出,保证灌封层均匀厚度,低灰分不污染电子元器件。
优势
产品低灰分、无残留,不会污染电子元器件;熔除后可快速取出元件,灌封层厚度均匀,提升电子件灌封质量与安全性。
案例 6:手糊玻璃钢复材标准壁厚试制件
应用场景
新能源电池外壳、设备护罩小批量试制,1.5mm 蜡片做隔层翻制对模,快速验证 1.5mm 壁厚产品外观、强度,无需 CNC 加工金属模,降低试制成本。
优势
用1.5mm 蜡片做隔层翻制对模,施工便捷、成本低廉,可快速完成试制件制作,及时验证产品设计合理性,缩短产品研发周期。
常见问答
Q1:为什么做 1.5mm 壁厚模具优先选 SW266 PSA,不用普通 165 蜡片?
A:165 常规蜡片软化点仅 79℃,环氧工具树脂固化放热可达 100~120℃,会软化塌陷、厚度失真;SW266 耐高温 135℃以上,放热环境尺寸稳定;PSA 背胶自带粘性,不用额外喷胶,铺贴效率更高。
Q2:1.5mm 蜡片公差多少,多层叠加会不会误差变大?
A:单张厚度公差 ±0.001 英寸(≈0.025mm),单张 1.5mm 成型单层型腔精度最优;如需更厚建议选用对应规格蜡片,不建议多层叠加,层间缝隙易造成产品表面凹凸。
Q3:SW266 PSA 和无背胶 266 蜡片怎么选?
A:曲面、垂直立面、分模线条条固定选 PSA 背胶款,铺贴不滑移;平面大面积、临时定位可选用无背胶款,搭配蜡片专用喷胶。
Q4:蜡片贴在母模上容易翘边、脱落是什么原因?
- 母模有油污、脱模剂未干透,破坏 PSA 胶粘性;
- 环境温度低于 15℃,背胶粘性下降,车间升温至 20~25℃施工;
- 铺贴未充分辊压,底部存在气泡;
- 蜡片存放低温受潮,使用前室温回温 24h。
Q5:复杂圆弧、凹凸转角怎么贴服不回弹?
A:SW266 室温自带延展性、无记忆回弹,无需加热软化;转角处 45° 斜切搭接,小块裁片拼接,手辊顺着曲面单向碾压即可贴合。
Q6:蜡片接缝出现缝隙,翻模后有台阶印怎么处理?
A:拼接缝对齐不留空隙,缝隙用填充蜡抹平压实;深拐角可叠加少量软补蜡过渡,固化前检查无凹陷。
Q7:环氧工具树脂固化放热 110℃,1.5mm SW266 会变形吗?
A:不会,软化点 135℃,常规树脂放热峰值不超过 120℃,全程保持 1.5mm 厚度稳定,无收缩、流淌。
Q8:可以搭配高温预浸料 120℃加温固化模具吗?
A:短期 120℃恒温无变形;若持续 130℃以上长时间保温,建议固化完成后尽快升温熔蜡,避免蜡缓慢渗透树脂表层。
Q9:熔蜡后模具表面有黄褐色残胶、蜡渍怎么清理?
A:使用玻璃钢专用模具除蜡清洗剂、异丙醇擦拭,软百洁布轻抛;严禁丙酮强溶剂长时间浸泡胶衣,会腐蚀模具表面。
Q10:工装不能加热,只能冷刮除蜡有什么技巧?
A:先用塑料刮板整体刮去大块蜡层,残留薄层用温水 + 中性清洁剂擦拭,再溶剂抛光;禁止金属铲刀,划伤模具胶衣。
Q11:蜡片残留会不会污染后续制品,造成缺胶、气泡?
A:SW266 灰分仅 0.117%,完全熔净 + 溶剂清洗后无残留;若残蜡未清理,会导致胶衣附着力差、针孔,除蜡后必须彻底擦拭型腔。
Q12:1.5mm SW266 PSA 储存条件、保质期?
A:常温避光干燥存放,避免冷冻、暴晒;冷藏取出需回温 24h 再开封,否则背胶失效;原厂密封保存保质期 2 年,开封后 6 个月内用完。
Q13:蜡片存放久了离型纸撕不开、粘在一起怎么办?
A:环境高温导致背胶迁移,放置阴凉处静置降温;撕取时缓慢匀速,局部粘连可用少量酒精轻润离型纸边缘。
Q14:手糊聚酯树脂模具能用这款蜡片吗?
A:完全兼容,聚酯放热温度低,SW266 稳定不融化;注意聚酯固化水、脱模剂不要渗到蜡片背面,防止脱胶。
Q15:可以用 1.5mm 蜡片做真空灌注分流道吗?
A:适合薄型导流通道,整条粘贴固定;大流量厚流道建议选用更厚规格蜡片。
Q16:翻制出来型腔局部厚度不足 1.5mm 是什么原因?
- 铺贴未压实,蜡片拉伸变薄;
- 树脂放热过高,局部长时间超 135℃;
- 蜡片多层叠加挤压压缩;
- 制模时重物挤压蜡片层。
Q17:熔蜡时产生烟气是否有毒?
A:常温固体无挥发;高温熔蜡少量石蜡烟气,车间保持通风,避免长时间吸入;熔融蜡液高温,防止皮肤烫伤。
Q18:废弃蜡片如何处理?
A:属于一般工业固废,可加热回收熔融重复使用(回收蜡建议用于非外观模具),不可直接丢弃焚烧。
评价
目前还没有评价