





一、基础参数
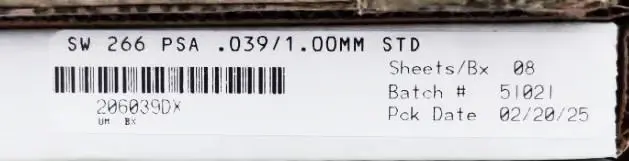
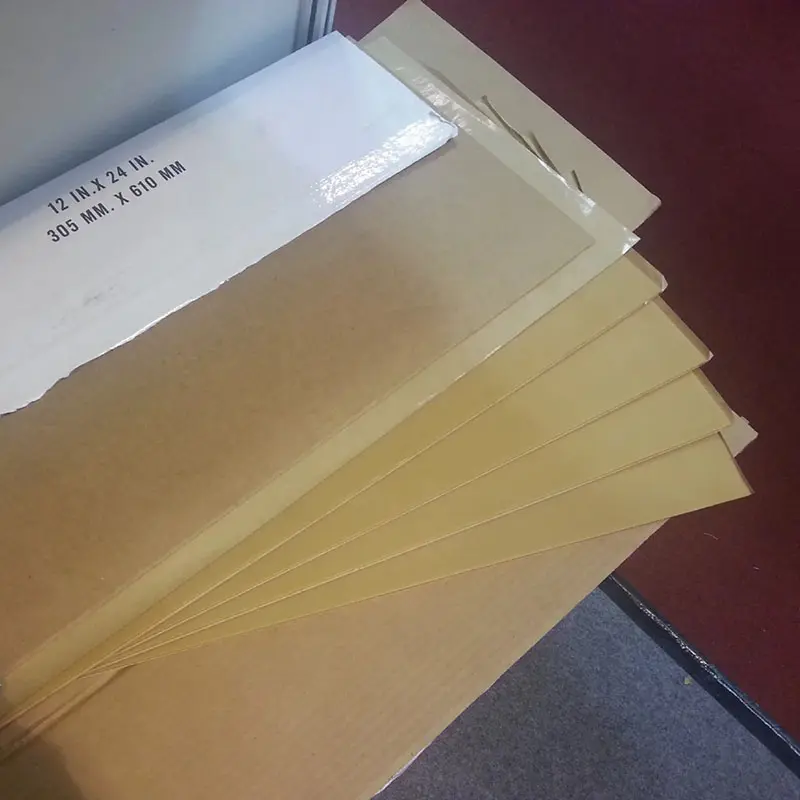
Freeman SW266 PSA 为高温单面压敏背胶模具蜡片,1mm 规格核心参数:
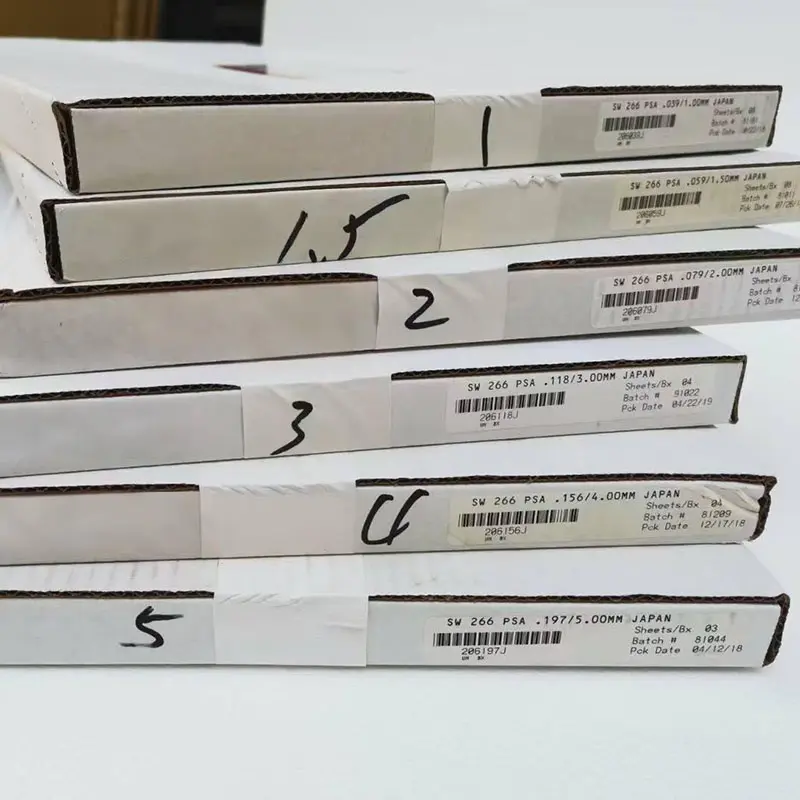
- 厚度:0.039 英寸≈1.00mm;
- 公差:±0.001 英寸;
- 软化点:135~140℃;
- 装箱标准:每箱 8 张;
- 材质特性:室温高延展、无回弹;
- 适配树脂:环氧、乙烯基、聚酯树脂;
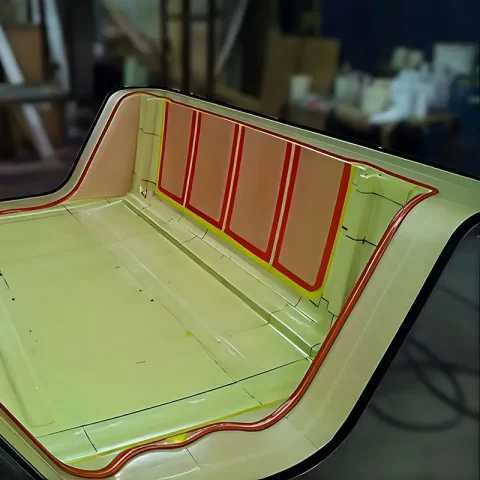
- 核心用途:预留 1mm 模腔间隙、分模、微型导流槽、浅密封槽制作。
补充:模具蜡片分低温 165 款与高温 266 款,165 软化点仅 79℃,无法适配环氧高温放热工况;SW266 分无背胶与 PSA 背胶款,微型曲面、立面施工优先选 PSA 背胶款。






二、产品特性
- 高精度定厚:单片直接使用无需叠加,无层间缝隙,型腔全程稳定 1mm 厚度,小件无凹凸台阶缺陷。
- 耐高温不变形:耐受树脂 120℃固化放热,不流淌、不塌陷,适配各类高温成型工艺。
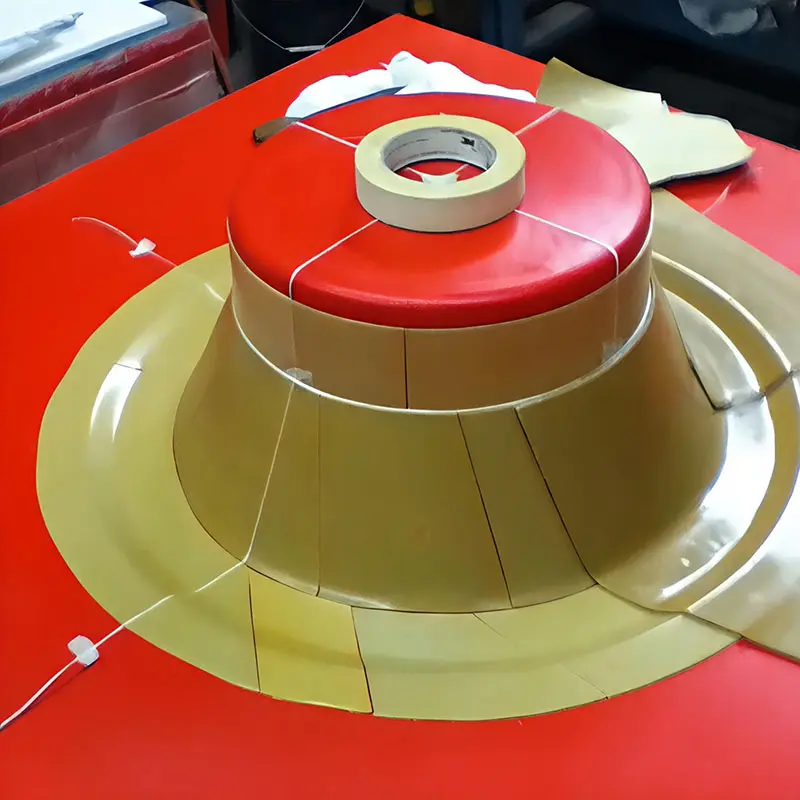
- 自带背胶免喷胶:撕除离型纸即可粘贴,窄槽、微型曲面、立面不滑移翘边,节约配套耗材。
- 室温柔性无回弹:无需加热即可贴合细密筋条、深窄转角,异形母模贴合紧密不起鼓。
- 双脱模方式:热熔 140℃完全液化,微槽无残蜡堵塞;冷刮用塑料刮板剥离,不伤模具胶衣。
- 低灰分无残留:灰分 0.117%,清理后无黄渍,不会造成制品针孔、胶衣脱落,适配电子、航空精密模具。
- 专配微型型腔:针对 1mm 薄壁小件、浅密封槽、微细导流道开发,解决厚蜡片无法适配微型模具的痛点。
- 全工艺兼容:适配 L-RTM、真空灌注、手糊、预浸料固化、电子灌封、冲压检具翻制。
三、适用工艺与行业
- 适用工艺:L-RTM、真空灌注、小型对合模、冲压小件检具、电子环氧灌封工装。
- 施工方式:裁切蜡片贴合母模,缝隙用配套补缝蜡填平,固化后热熔 / 冷刮脱蜡,直接成型 1mm 标准型腔。
- 核心作用:统一小件壁厚、精准分模、预制导流与密封槽,省去 CNC 二次铣削,降低样品试制成本。
- 适用行业:风电小辅件、汽车碳纤维微型饰件、小型船艇配件、轨道交通微型内饰、航空手板、冲压检具、传感器灌封、小型电池外壳试制。
四、操作步骤
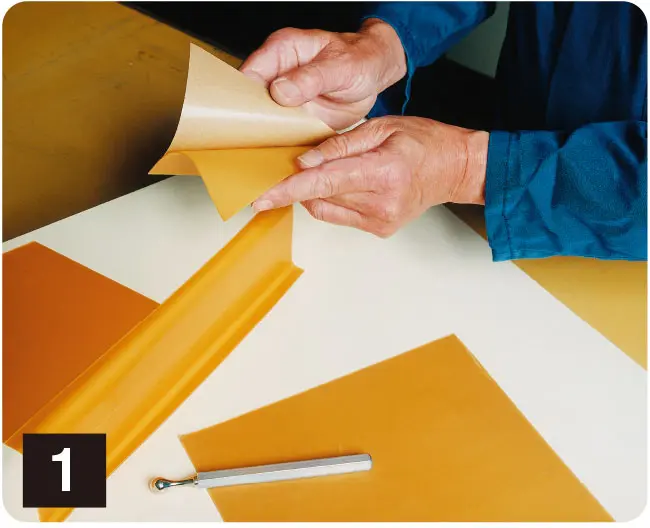




- 基面清洁:撕掉蜡片离型纸,模具表面保证干燥无油、无脱模剂残留,避免背胶脱落。
- 定位铺贴:裁切蜡片对接拼接,对齐无高低差,防止翻模出现台阶印。
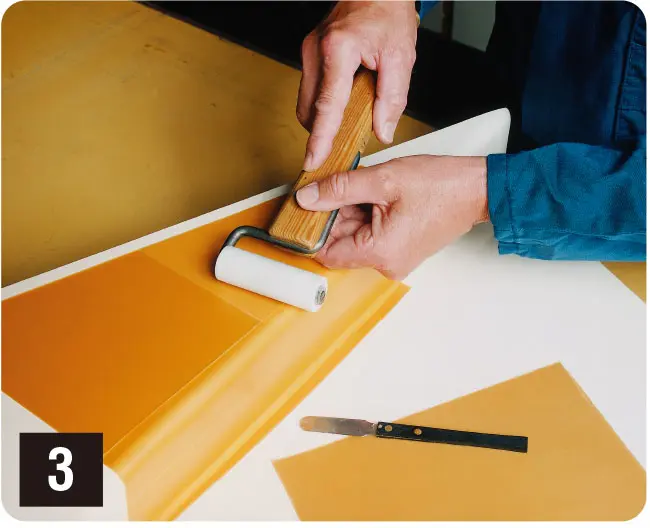
- 滚筒排气:小型硅胶辊单向滚压,排净底部气泡,保证完全贴合。
- 精准裁切:微型转角 45° 斜切小块搭接,拼接无重叠无空隙。
- 边角压实:按压转角消除应力,避免后期翘边起皱。
- 缝隙修补:高温填充蜡抹平拼接缝隙,确认表面光滑后铺层灌注。


五、应用案例
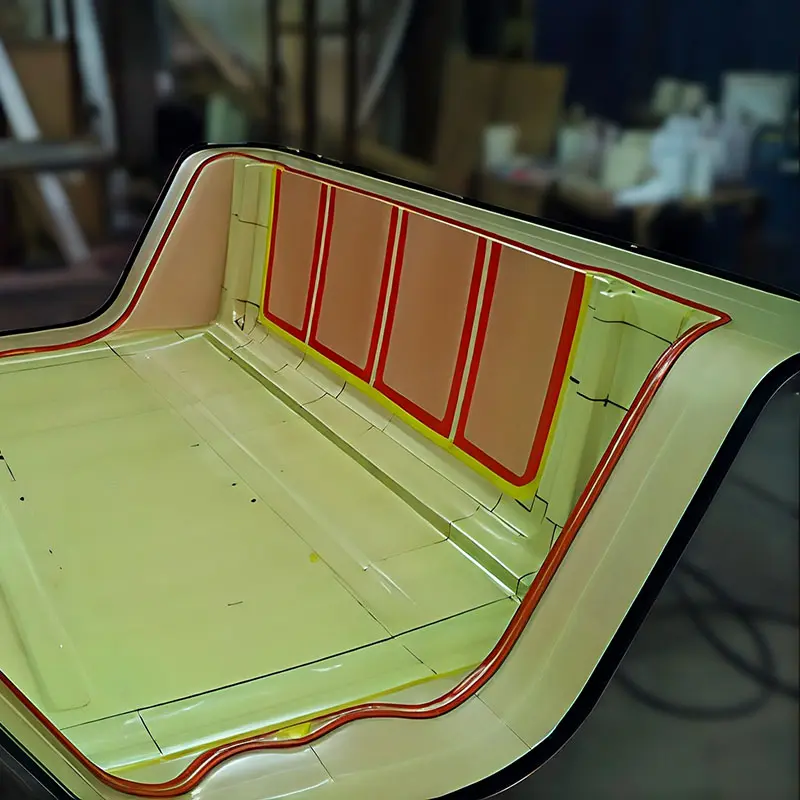
- 微型碳纤维 RTM 模具:汽车内饰小件、风电连接件 1mm 标准壁厚对模;铺贴蜡片压实补缝,环氧固化无变形,升温熔蜡得到均匀 1mm 型腔,分型线精准无鼓包。
- 小型冲压件壁厚复刻检具:1mm 板材冲压件开发,蜡片复刻料厚间隙翻制环氧检具;曲面贴合完整,尺寸误差极小,替代多层薄片叠加。
- 模具浅型密封预埋槽:小型玻璃钢对开模 1mm 密封条槽;整条粘贴蜡片成型槽体,无需后期铣削,节省加工工时。
- 微细树脂导流通道:小型工件真空灌注薄流道;背胶固定不位移,熔除后流道光滑无蜡堵注胶口,树脂流速均匀。
- 微型电子元器件灌封工装:传感器、电源芯片灌封预留间隙;低灰分不污染元器件,灌封层厚度均匀无气泡分层。
- 新能源小型电池外壳试制:1mm 壁厚外壳打样,低成本翻制对合模,快速验证外观强度,省去金属开模高额费用。
六、常见问答
基础选型
Q1:为何选 SW266 PSA 不选 165 蜡片:165 软化点 79℃,环氧放热易塌陷;本款耐温 135℃以上,自带背胶施工效率更高。
Q2:能否多层叠加蜡片:单张精度最优,多层会产生缝隙,小件表面易凹凸,厚间隙直接选购对应规格蜡片。
Q3:背胶款和无背胶款怎么选:微型曲面、立面用 PSA 背胶;大面积平面临时定位选无背胶款,搭配专用喷胶。
铺贴施工
Q4:蜡片翘边脱落原因:模具带油污、室温低于 15℃、未滚压排气、蜡片低温存放未回温 24h。
Q5:微型转角铺贴技巧:小块 45° 斜切搭接,单向滚筒碾压,无回弹起鼓。
Q6:拼接台阶印处理:缝隙对齐,配套填充蜡抹平,深拐角补软蜡过渡。
耐温固化
Q7:110℃环氧放热是否变形:不会,软化点 135℃,常规放热区间尺寸稳定无收缩。
Q8:120℃预浸料模具可用吗:短期恒温无变形;长期 130℃保温需固化后立刻熔蜡,防止渗蜡发雾。
脱模残蜡清理
Q9:模具黄蜡渍清理:异丙醇 / 专用除蜡剂搭配软布擦拭,禁用丙酮长时间浸泡胶衣。
Q10:无加温设备脱蜡方法:塑料刮板刮除大块蜡,温水清洁剂擦净薄层,禁止金属铲刀划伤模具。
Q11:残蜡对制品影响:未清干净会导致胶衣脱层、针孔缺料,熔蜡后必须全面擦拭型腔。
储存保管
Q12:储存条件与保质期:常温避光干燥存放,冷藏取出回温 24h 再使用;密封保质期 2 年,开封 6 个月内用完。
Q13:离型纸粘连处理:阴凉处降温,边缘少量酒精润开,禁止暴力撕扯薄蜡片。
工艺匹配
Q14:聚酯手糊模具适配吗:完全适配;避免水分、脱模剂渗到蜡片背面,防止脱胶。
Q15:可做真空微分流道吗:适合小型薄流道,大流量主通道选用更厚蜡片。
Q16:型腔厚度不足 1mm 原因:铺贴拉伸变薄、局部超 135℃、多层挤压、重物压覆蜡片。
安全环保
Q17:熔蜡烟气安全:常温无挥发,高温少量烟气保持通风,熔融蜡液注意防烫伤。
Q18:废蜡处理:可加热回收用于简易模具,禁止随意丢弃焚烧。
七、注意事项
- 1mm 型腔仅单张使用,禁止多层叠加;
- 施工环境 20~25℃,模具基面无油污保障背胶粘性;
- 树脂放热温度不宜长期超过 130℃;
- 脱模后必须彻底清洗型腔残蜡;
- 微型转角斜切搭接,拼接缝用填充蜡修补;
- 薄款蜡片避光干燥储存,开封尽快用完。
评价
目前还没有评价