


品牌:Freeman(美国)
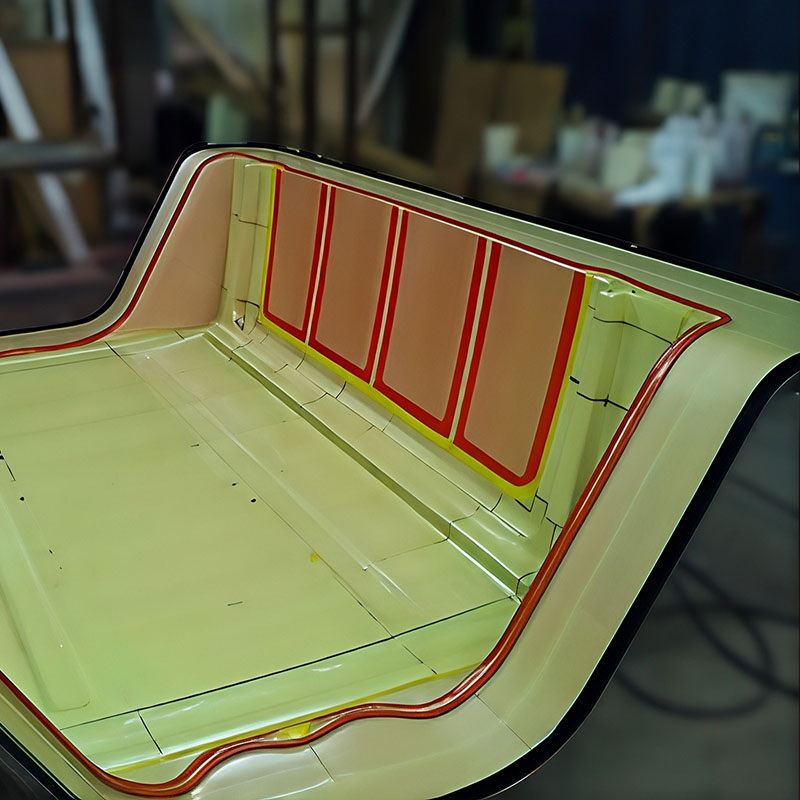
定位:热稳定型压敏背胶蜡片,专为精密 RTM 工艺、复合材料模具及金属成型工装设计,用于1.0mm 超薄均匀间隙控制,适配高精度薄壁制品,符合欧美安全法规。
一、技术参数
| 项目 | 参数详情 |
|---|---|
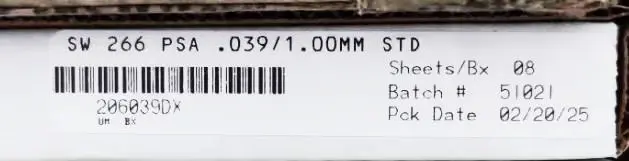
| 公称厚度 | 1.0mm(0.039″),厚度公差 ±0.05mm |
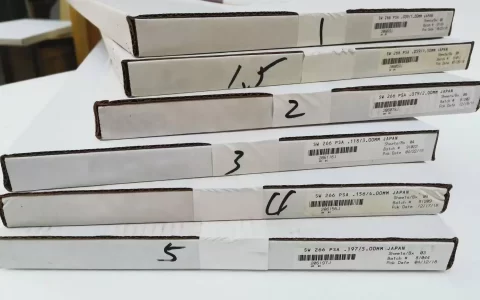
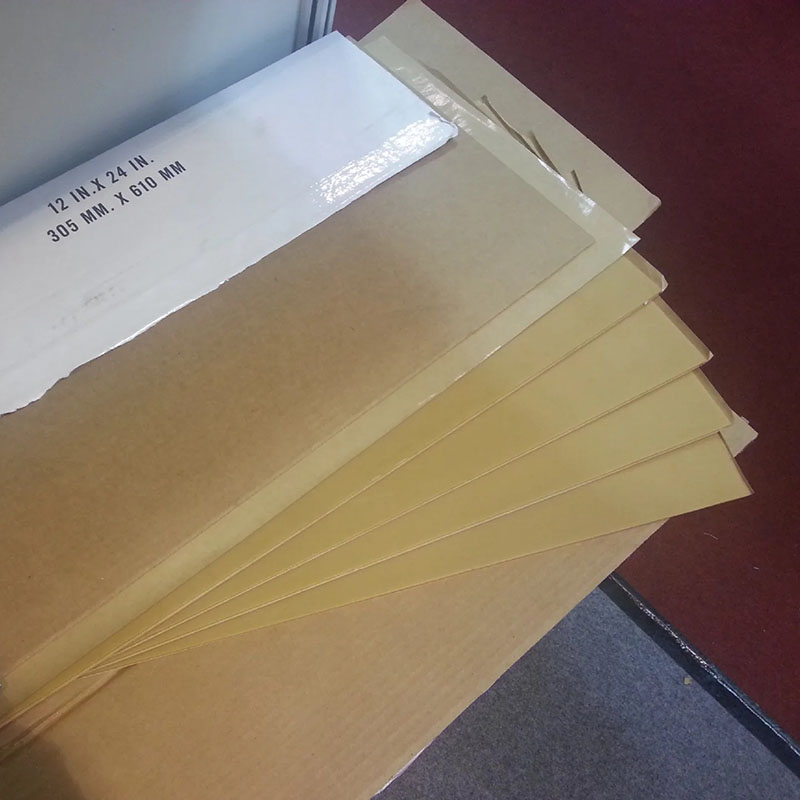
| 外形尺寸 | 305×610mm(12″×24″) |
| 包装规格 | 10 片 / 盒 |
| 外观材质 | 棕黄色固体片材,密度 0.90±0.05g/cm³,不溶于水 |
| 耐热指标 | 环球软化点 135~140℃,熔点>137℃(282°F),闪点 240℃ |
| 膨胀 / 灰分 | 68~86℃体积膨胀率 0.2%,灰分 0.051% |
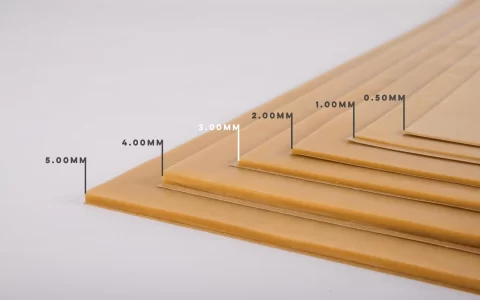
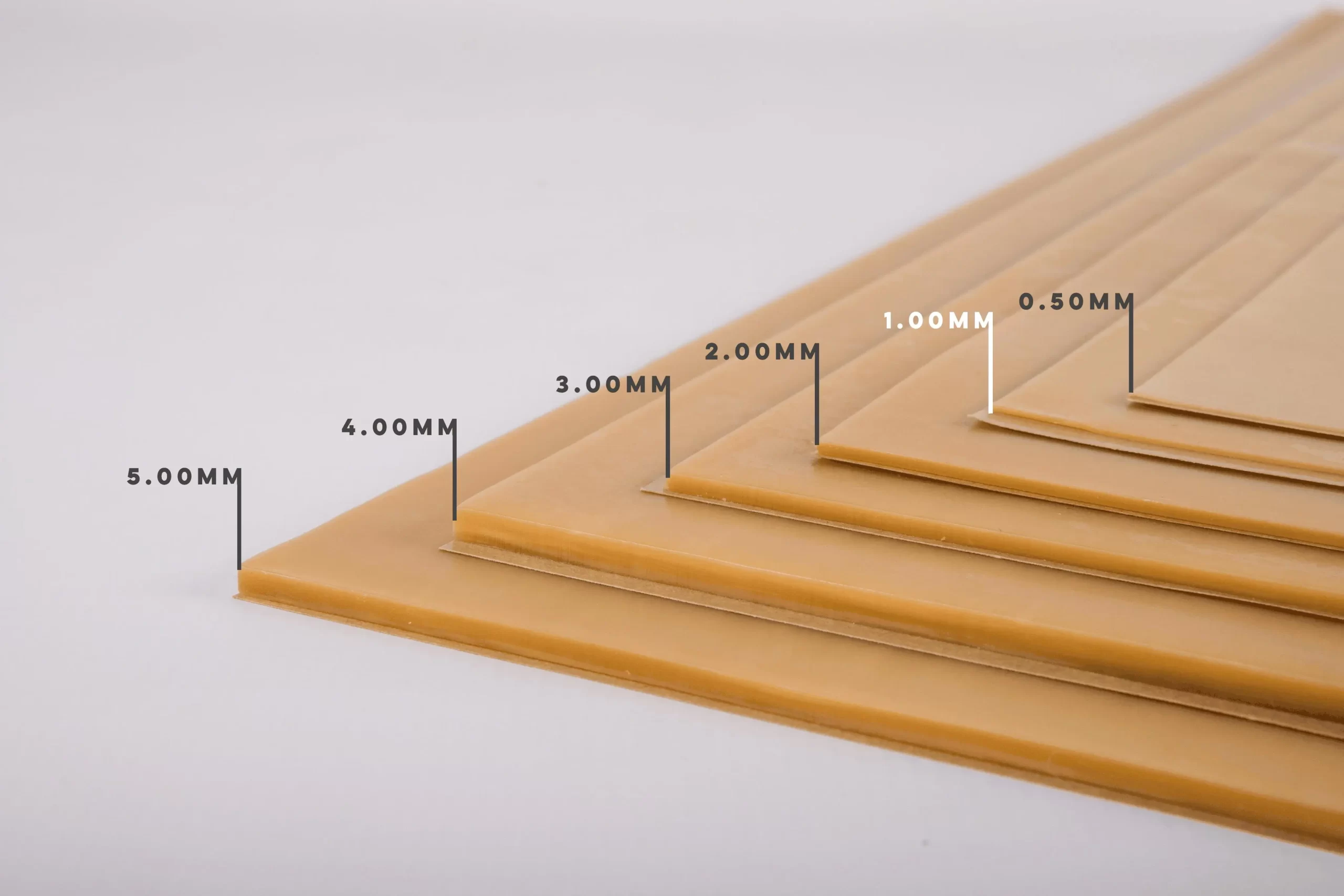
| 其它规格(厚度 × 长 × 宽) | 单盒包装数量 |
|---|---|
| 0.5mm × 305mm × 610mm | 10 片 / 盒 |
| 1.0mm × 305mm × 610mm | 8 片 / 盒 |
| 1.5mm × 305mm × 610mm | 8 片 / 盒 |
| 2.0mm × 305mm × 610mm | 8 片 / 盒 |
| 2.5mm × 305mm × 610mm | 6 片 / 盒 |
| 3.0mm × 305mm × 610mm | 4 片 / 盒 |
| 4.0mm × 305mm × 610mm | 4 片 / 盒 |
| 5.0mm × 305mm × 610mm | 3 片 / 盒 |
二、核心优势
- 超薄高精:1.0mm 超薄规格,厚度均匀、公差严苛,适配精密薄壁制品与高端模具尺寸要求。
- 耐热稳定:热稳定性优异,可承受树脂固化放热,高温下不流淌、不变形,适配环氧、聚酯等主流树脂体系日本フリーマン。
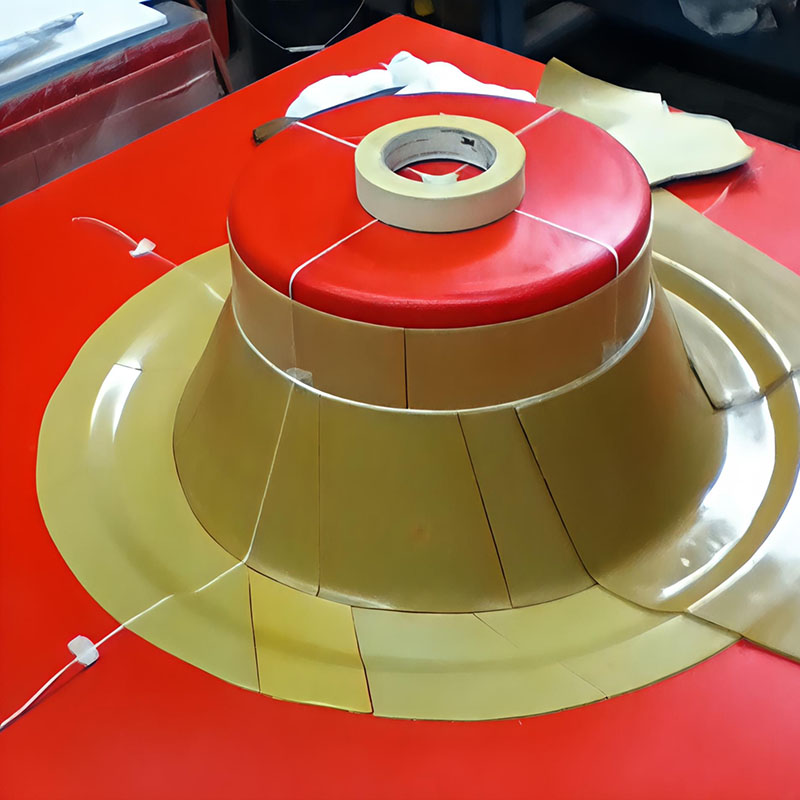
- 施工便捷:单面压敏背胶,铺贴不滑移;柔韧性强,室温自然垂坠、无回弹,平面、复杂曲面均可贴合,无需预热。
- 易清洁低残留:支持冷态铲除、137℃以上热熔两种清理方式,低灰分减少模具污渍,降低后处理成本。
- 兼容性广:适配金属、玻璃钢、树脂各类模具,可用于真空导流、对开模具分模层、等厚垫层制作日本フリーマン。
- 安全耐储:无有害成分,常温存放抗老化、不易脱胶变形,非危险工业耗材。
三、适用范围
- 主力应用(RTM 树脂传递模塑):模具分型面、密封止口、型腔间隙控隙,精准控制1.0mm 薄壁制品壁厚;适配汽车内饰件、风电小部件、轨道交通轻量化构件、航空航天精密零件模具。
- 金属成型模具:精密冲压模、小型件成型模间隙标定、试模校准,模拟金属薄板厚度日本フリーマン。
- 复材成型工艺:真空导流工艺密封垫层、对开模具分模层、等厚垫层制作,尤其适合超薄均匀厚度制品。
- 其他场景:电子元器件灌封、封装临时隔离垫层,精密模型制作厚度模拟日本フリーマン。
四、作业流程
(一)施工准备
环境温度控制在15~30℃,远离明火与高温热源;模具表面彻底除油、除尘、干燥,脱模剂完全表干后方可施工。
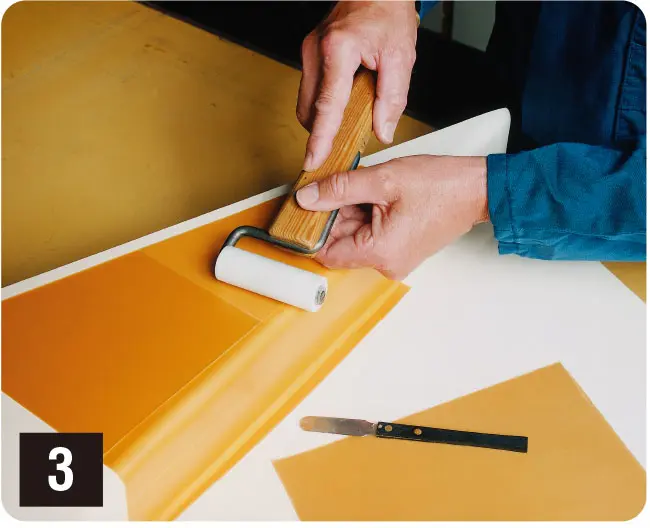
配套工具:裁切刀、压实滚轮、塑料铲刀、控温热风设备。
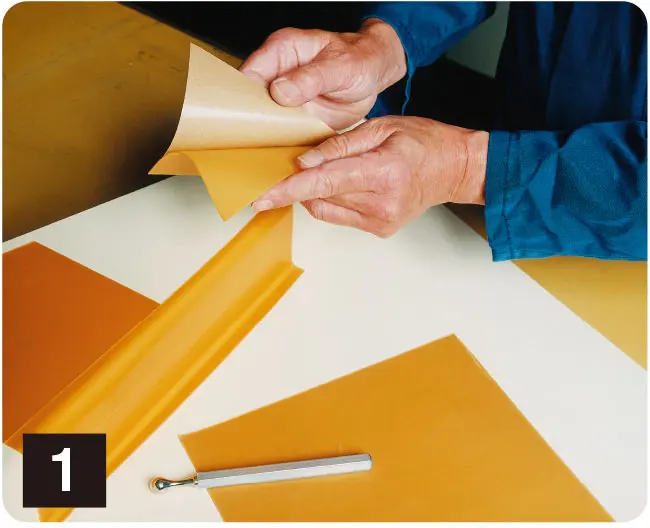




(二)铺贴工艺
- 按尺寸裁切蜡片,剥离离型纸后贴合模具基面;
- 从中心向四周滚压排气,杜绝空鼓;
- 大曲率曲面可40~60℃低温预热提升塑形效果;
- 多片拼接需无缝对接,禁止叠层,完成后可直接合模注胶固化。
(三)脱模清理
- 热熔清理(推荐):加热至 137℃以上使蜡体熔融,抹布擦拭主体,残留污渍搭配专用模具清洗剂处理;
- 冷态清理(精密模具专用):使用塑料 / 木质铲刀铲除,避免划伤模腔,后续常规清洁。
(四)储存要求
阴凉室温密闭存放,环境温度≤35℃;避光、远离热源与氧化剂;包装箱直立摆放,禁止重物堆叠。
五、选型与使用要点
- 型号区分:1.0mm 为超薄精密主力厚度;无背胶款适合反复调试工装,PSA 背胶款优先用于固定工位、批量生产。
- 高温适配:树脂固化峰值温度持续超 137℃时,需加装隔热垫层或优化固化工艺。
- 多层叠加:大间隙需多层叠加时,逐层铺贴、逐层压实,防止受压错位。
- 界面要求:高光模具少涂脱模剂,潮湿基面禁止施工,避免背胶脱落。
六、常见问题
| 故障现象 | 原因 | 解决办法 |
|---|---|---|
| 铺贴空鼓、间隙不均 | 基面不洁、排气不充分 | 彻底清洁模具,分段滚压,微小气泡扎孔补压 |
| 固化时蜡片软化变形 | 局部积热、树脂温度超标 | 优化固化制度,分区控温,规避高温区域 |
| 曲面铺贴开裂 | 环境温度低、过度弯折 | 40~60℃预热,大弧度区域分块裁切 |
| 清理后残留蜡渍 | 清理方式不当、灰分附着 | 优先热熔清理,顽固残留使用专用除蜡剂 |
| 背胶脱落、蜡片移位 | 基面含水、脱模剂未干透 | 等待基面完全干燥、脱模剂表干后再施工 |
| 仓储后蜡片弯曲变形 | 存放温度高、箱体受压 | 控温储存,箱体直立放置,禁止堆叠重物 |
🎉特别声明:本文系用户投稿,内容观点归作者所有。本站仅存信息,不担法律责任,侵权请举证联系删除。