
复合材料的成型制造工艺有哪些?
复合材料的建造方法有很多种!种类繁多,让人很难选择要采用哪种方法来完成项目。
两种截然不同的技术可以产生看似相同的结果,这增加了复杂性。本文概述了最常用的复合材料部件制造方法 – 重点是热固性塑料。
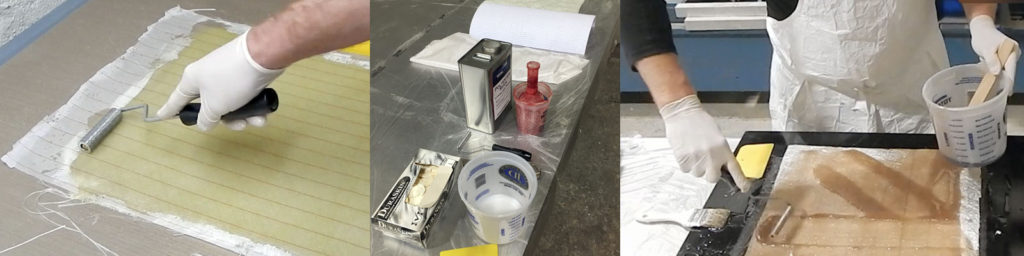
手工/湿法铺层
手工铺层(或湿铺层)是指层压机手动涂抹树脂和增强材料的任何工艺。然后,可以将其铺开并放置固化,或真空袋装。手工铺层要求在树脂开始固化之前完成所有细节和层压特征。这实际上会限制可能的裁剪和细节数量。一般来说,湿铺层的范围从使用切割枪和滚筒的最便宜的方法到使用真空袋和环氧树脂的非常昂贵的相对高性能的方法。
喷涂
有些机器会混合树脂,然后将其与少量短玻璃纤维粗纱一起从喷枪中喷出。这些机器通常被称为“切碎枪”或“喷射”设备,与熟练的操作员结合使用,可以非常快速地进行层压,并且根据对层压板的滚动注意力,可能会很整齐。最终的层压板性能不高。它富含树脂:按重量计算,树脂含量很容易达到 60%——而且厚度不稳定,通常难以控制。
对于重量不是问题、但凝胶涂层表面和复杂几何形状是问题的部件,喷射层压可能是理想的选择。机械外壳、车辆面板、淋浴房、水箱……喷射层压是许多应用的理想选择。但这可能是一项艰苦的工作,需要良好的个人防护设备和良好的空气循环系统。产出高度依赖于工人,对细节的关注不足会导致空隙、孔隙和表面变形。
开放式(手糊成型)
开放式成型是在模具中用树脂“浸润”干增强材料的过程,无需任何额外的固结步骤。增强材料可以在现场或桌子上浸润,甚至可以通过织物浸渍机(一种用于一次浸润大量增强材料的机器)进行浸润。结果在很大程度上取决于执行这项工作的团队的技能,并且像喷射一样,滚动层压板以去除空气是一个关键步骤。由于增强材料是从卷上切下来并放置在模具中的,因此厚度更加一致。层压机必须注意角落中的滑动接头,并小心地正确定位层。所有这些都发生在树脂凝胶时间的不断滴答声下。一旦树脂开始固化,时间就到了!
开放式成型适用于需要连续纤维强度以及复杂几何形状和凝胶涂层表面光洁度的项目。部件可以根据需要具有可变厚度和额外加固,并且可以使用强芯毡、泡沫和轻木等芯材。树脂通常是聚酯或乙烯基酯,尽管环氧树脂对于某些类型的工作来说可能是一个不错的选择。通常,由于粘度和成本,使用真空袋装环氧树脂层压板是合理的,这样可以充分利用不大量使用短切纤维毡的高性能层压板。
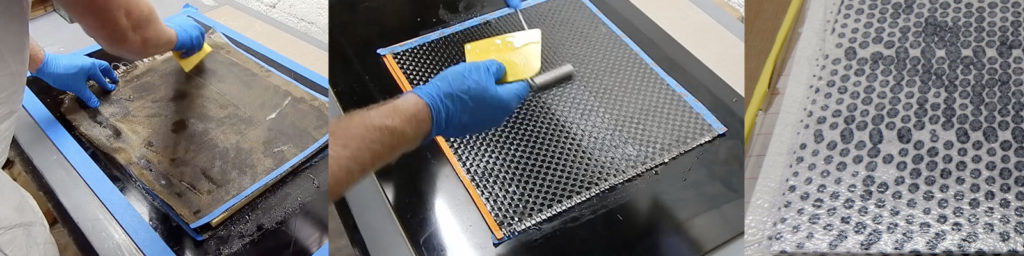
真空袋装湿法铺层
袋装湿法铺层就像“开放式成型”,直到所有增强材料和树脂都在模具中层压。它不是只是移动并让树脂固化,而是使用真空袋和相关的袋装耗材覆盖部件,并使用真空来固结层压板并在树脂开始固化之前去除多余的树脂。真空袋装需要大量劳动力和材料,但它可以对层压板性能产生巨大的影响。特别是对于芯层压板,真空袋压力可以使芯粘合得更好,并有助于消除层压板本身的空隙。但是,您可能会过度操作并吸出过多的树脂 – 如下所示:层压板样品#5:真空袋装环氧湿法铺层碳/玻璃在 Corecell 上!
袋装湿法铺层可能最适合用于非 100% 真空密封(用于灌注)或不适用于高温服务(预浸料)的工具上的小批量部件。对于轮廓表面上的泡沫或轻木,将芯部装入袋中是一个好主意,即使表皮是开放式成型的,仅需手动压实 – 即滚动和气泡破裂。因此,如果您只打算装袋一个东西 – 那就将其作为模具侧表皮的芯部。出于生产目的,灌注通常是一个更好且更一致的选择。它的变化性太大,并且依赖熟练的劳动力 – 而且湿法铺层使层压机长时间与树脂接触,因此需要大量的防护装备。
这个过程可以非常整洁,如果做得仔细,可以实现出色的层压质量。
袋装湿法铺层是最佳解决方案的一种情况是使用层压二次粘合来组装结构部件。通常,单独成型的部件会组装并用填充树脂的圆角粘合 – 然后将两个部件用湿法铺层材料“粘”在一起或“用带子”粘在一起。通常,“用带子”意味着开放式成型的“垫、双轴和聚酯”二次粘合,而“用带子”意味着通常使用环氧树脂的袋装湿法铺层。我敢肯定,根据您居住的地方和您与谁一起出去玩,有很多完全不同的术语!
输液
使用真空灌注时,您需要将一堆干纤维增强材料放入模具中,然后放一个真空袋,袋顶上有一些精美的管道。然后对袋子下面的材料进行抽真空,并让袋子内部和外部之间的压力差将一些树脂推入干层压板中。这就是真空灌注!它不是直观的,您必须亲眼看到才能知道发生了什么。
灌注工艺可以使用一次性真空袋、可重复使用真空袋 (CCBM) 甚至硬质双面模具来完成——如果您是工程师,有时也称之为“真空辅助传递模塑”或“VARTM”。由于灌注工艺可以小心地装载纤维和芯材、可重复使用的树脂含量和可重复使用的真空袋,因此是生产的绝佳选择。一旦工艺成熟,变化性就会降低,部件质量也会提高——尤其是因为树脂可以填充任何潜在的空隙。
树脂传递模塑 (RTM) 与之类似,但 RTM 需要使用更高的压力将树脂压入层压板堆栈中。下面将详细介绍 RTM。
真空灌注(又名:树脂灌注、VIP)
这是标准的一次性袋真空灌注工艺。当人们说“灌注”时,他们的意思就是这个!这是一种非常有用且高效的工艺,可用于构建大型复杂部件,具有出色的层压性能 – 只有预浸料可以超越。

灌注通常需要某种类型的“流动介质”,以使树脂穿过部件以取代空气并润湿增强材料和芯材。这可以是一次性表面流动介质、层间流动介质或具有流动特征的芯材。该过程需要仔细设置和培训。错误通常很严重——在部件报废规模上!对于较大的高性能复合部件来说,它仍然可能是最佳的整体制造方法。
VARTM(又名:LRTM、真空成型、Light-RTM)
真空辅助树脂传递模塑 (VARTM) 可以涵盖很多基础,但通常描述的是真空灌注之类的工艺,但其中不是使用袋子,而是使用第二个硬或半刚性工具。将干纤维层压在工具的一半(或两半)中,然后仅使用大气压力将树脂灌注到腔体中。VARTM 与 RTM 不同,因为 RTM 使用的压力要大得多 – 并且要求工具非常耐用且夹紧良好。
闭腔袋成型 (CCBM)
CCBM 是可重复使用袋或“软”B 侧工具的一个名称。与 VARTM 或 VIP 一样,树脂仅通过部件腔体使用真空压力灌注。在这种情况下,袋侧通常是硅胶或橡胶可重复使用形状的袋子,具有内置密封功能,并且通常带有周边真空夹具。对于较大或较小体积的部件来说,这是一种很好的工艺,可生产出具有光滑但未完成的 B 侧表面的部件。可重复使用的袋子使用起来更快、更容易,并且减少了一次性袋子灌注带来的废料。通常这只适用于聚酯或乙烯基酯树脂,因为环氧树脂对硅胶袋来说很硬!
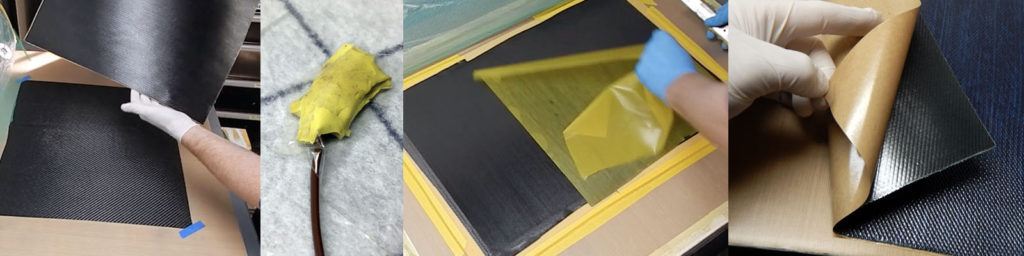
预浸料
使用预浸料,制造商可以将树脂和增强材料预先混合在一起,悬浮在部分固化的状态下。材料制造商会涂抹适量的树脂,然后部分固化(通常)并冷冻“预浸渍”增强材料,停止固化,让预浸料在冷冻状态下储存数月或数年。制造商将解冻预浸料并将其压制成模具,以高精度和可重复性添加芯材和特征。要将预浸料固化成成品部件,必须在烤箱或高压釜中“烹制”。高温会启动固化反应,树脂会流动然后硬化,从而留下树脂含量非常精确的层压板。
如果您要制造性能相对较高的东西,并且预算充足,预浸料实际上只是一个不错的选择。芯轴成型、压制成型和由重型单向“翼梁”组成的铺层通常最好使用预浸料。真正轻质的东西——如飞机、赛车、太空物品和高端运动器材通常使用预浸料材料制造。
树脂传递模塑 (RTM)
树脂传递模塑类似于灌注,但不是利用真空和大气压之间的差异将树脂推入并通过干增强材料堆叠 – RTM 使用泵或压力罐以更高的压力将其推入。RTM“注射压力”通常约为 10-20 bar(150-300psi),但在某些高生产方法(高压 RTM 或 HP-RTM)中可高达 100bar(1500psi),且循环时间非常短。这是很大的压力!通常,RTM 模具要么用螺栓固定在一起,要么夹在大型液压机中,平板保持模具对齐。由于压力很大,并且通常在高温下进行,因此树脂注射可以非常快,循环时间也非常快。许多树脂制造商已经开发出用于 RTM 和压缩成型的“快速固化”树脂。他们的目标是缩短循环时间,使复合材料在汽车和其他大批量应用中与金属和注塑成型更具竞争力。
使用真空灌注工艺,您最多每隔几个小时就能生产出零件。使用高度自动化的 HP-RTM 工艺,每隔几分钟就能生产出零件。当然,由于需要所有这些重型工具、压力机和夹紧框架,因此这最适合大量生产较小的零件。您需要预先支付更高的工具和设备成本,但对于每月生产数千个零件而言,RTM 是最佳选择之一。
拉挤成型
在拉挤工艺中,湿纤维被拉过一个非常热的成型模具。纤维和树脂从一端进入,粘稠状,出来时是完全固化的部分。与挤压(推挤工艺)一样,拉挤(拉动工艺 – 不能推挤湿玻璃纤维!)可生产具有一致截面形状的长物体。它非常精确且经济地生产它们,因此拉挤是替代金属挤压件的细长物体的绝佳选择。
拉挤成型的缺点是设置工作量很大,而且需要专门的设备。成型和固化成品型材的模具价格昂贵,必须精心设计。您不能只是去后院做一点业余爱好规模的拉挤成型!但您可以找到拉挤成型专家或购买非常方便的现成库存型材。栏杆、管材、甲板、结构型材——复合拉挤部件有很多用途。
纤维缠绕
与拉挤成型一样,纤维缠绕是一种成熟的工业工艺,非常适合用于相对较窄的复合材料产品。纤维缠绕使用心轴,心轴通常是一个非常细长的阳模。部件是通过将湿纤维束以预先设计的方式缠绕在心轴上制成的。纤维束通常在缠绕在心轴上之前用树脂浸湿。为了控制缠绕的方向和角度,带有缠绕导轨的滑架在心轴旋转的同时沿心轴的长度移动。这种同步运动允许以特定角度铺设纤维 – 有点像车床如何用于切割螺纹!
纤维缠绕用于制造管状物品和具有简单旋转形状的物品。压力罐、锥形杆、桅杆——最常见的纤维缠绕部件以多种方式加载,从而形成大量环状(围绕与心轴成 90 度的中间)纤维和偏轴倾斜层。可以在零度(沿心轴轴线)施加纤维,但这更为复杂。纤维缠绕通常是一种“开放式成型”工艺,湿纤维仅通过施加张力的压力包裹和压实。有时在固化之前在部件外部包裹一层“拉带”——这可以压实材料并提供良好的表面光洁度。
对于使用碳纤维和环氧树脂的高性能部件,芯轴缠绕预浸料制造选项将提供更轻、更坚固的管状结构。这在劳动力和材料方面都更昂贵,但对于更厚且工程设计更精良的管状结构,这确实是一个不错的选择。它更像是一种“手动胶带缠绕”工艺,可以在烤箱或高压釜中固化。
压缩成型
与 RTM 一样,压缩成型非常适合生产具有“四面”成型几何形状的小型部件。多个模具组件和插件形成一个装有要成型材料的型腔。模具通常装入大型液压机中,部件在高压和高温下固化。压缩成型可以使用热固性或热塑性树脂以及各种类型和长度的纤维进行。复杂的几何形状和可变的部件厚度是可能的,从而制造出功能类似于金属铸件的复合部件。
与 RTM 相比,压缩成型部件的模具中已经有树脂,而不仅仅是干纤维。夹紧压力将层压板、树脂和增强材料压实,然后加热完成。由于压力使整个层压板固化,因此压缩成型部件的纤维含量可以比大多数 RTM 工艺高得多。当然,有一系列混合工艺可以弥补这一差距,例如“间隙 RTM”,它与 RTM 类似,将树脂注入略微打开的模具中,然后进行压缩。
ATL/AFP – 自动上架
当您使用机器人来真正层压增强材料时 — — 那真是太棒了!自动纤维铺放 (AFP) 是一种使用自动化设备(“机器人”)将单根增强材料丝束应用到模具表面的过程。这些丝束可以是干的或预浸料,并具有热塑性或热固性树脂系统。自动铺带 (ATL) 是一个类似的过程,其中机器人将更宽的带状(通常是预浸料)材料放入或放在模具表面上。区别在于“带”与“丝束”的区别。ATL 通常更适合层压更大更平坦的表面,例如飞机的机翼蒙皮或机身面板。AFP 更适合更小更复杂的部件,并且由于单根丝束不是很宽,因此可以在将它们应用到模具上时进行“操纵”。
ATL 和 AFP 设备非常昂贵且复杂,因此目前只适用于需要生产大量零件的大型项目,并且预计要持续数年。另一大优势是它具有很高的可重复性,并且通过记录每个动作来内置质量控制。人工层压机之间不存在解释或沟通错误的可能性,并且机器可以全天候稳定工作。但是编程必须小心进行,并且需要人工检查员和操作员仔细监控流程并确保一切正常。因此,如果您是波音或空客,那么这很棒,但对于您隔壁的复合材料车间来说,这还有很长的路要走。
3D 打印
这些公司是自动化和复合材料铺层融合的开始,规模比用于制造航空航天部件的 ATL 和 AFP 技术小得多。事情正在迅速发展——需要更新!
如何选择
面对所有这些选项,很难知道对于给定项目或组件该选择哪一种方式。通过定义零件尺寸和重量要求,然后认真考虑预算和制造数量(总量和费率),您可以缩小范围。
您能做的最好的事情就是尽快与潜在制造商交谈。要求提供选项菜单并就设计细节和制造过程征求反馈总是值得的!您可能会发现现实与您的期望大不相同,并且制造商将具有不同的优势,如果您征求他们的意见,他们可能会提供令人信服的替代方案。
作者简介:业务代表 - 18661776738(孙工)
版权声明:本文由 [ 卓信达 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯您的权益,请联系举证。一经查实,本站将立刻删除。
