





Freeman 原装 SW266 属于266 系列高温稳定型模具蜡片,配套 PSA 压敏自粘背胶,是复合材料行业 RTM 双面光模具专用定厚耗材,厚度 2mm 规格市面使用率最高,依靠均匀厚度、耐高温、无回弹三大核心优势,替代传统无背胶蜡片,大幅简化模具制作工序。






一、基础信息
1. 型号定义
- 品牌:美国 Freeman(弗里曼,复材模具专用蜡片原厂)
- 型号:SW266(高温热稳定款,行业主力通用蜡片)
- PSA 含义:Pressure Sensitive Adhesive,单面自带压敏背胶款
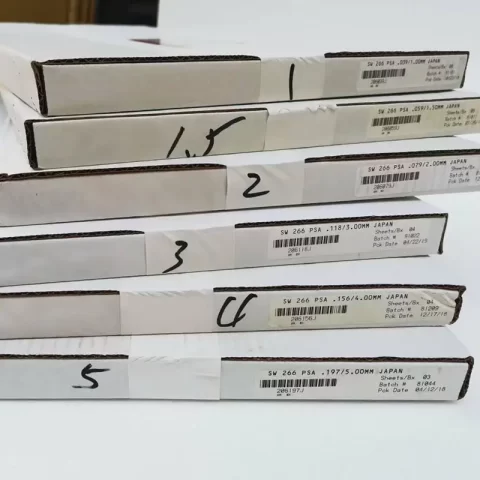
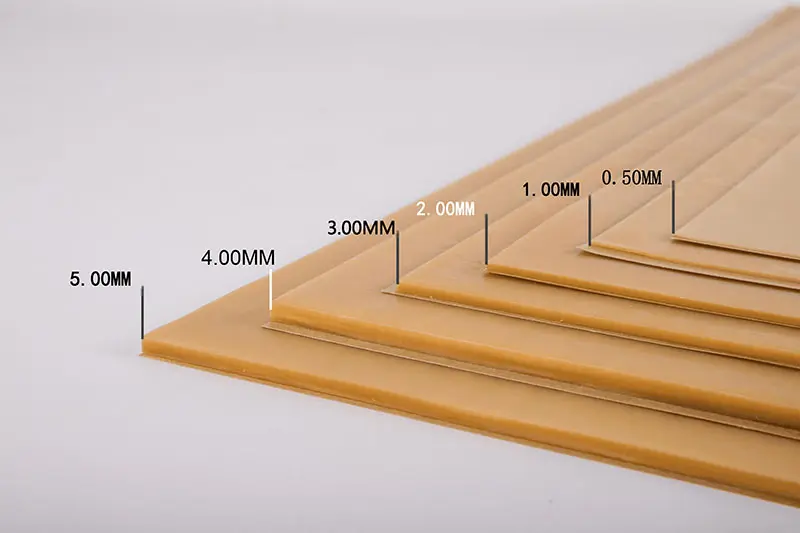
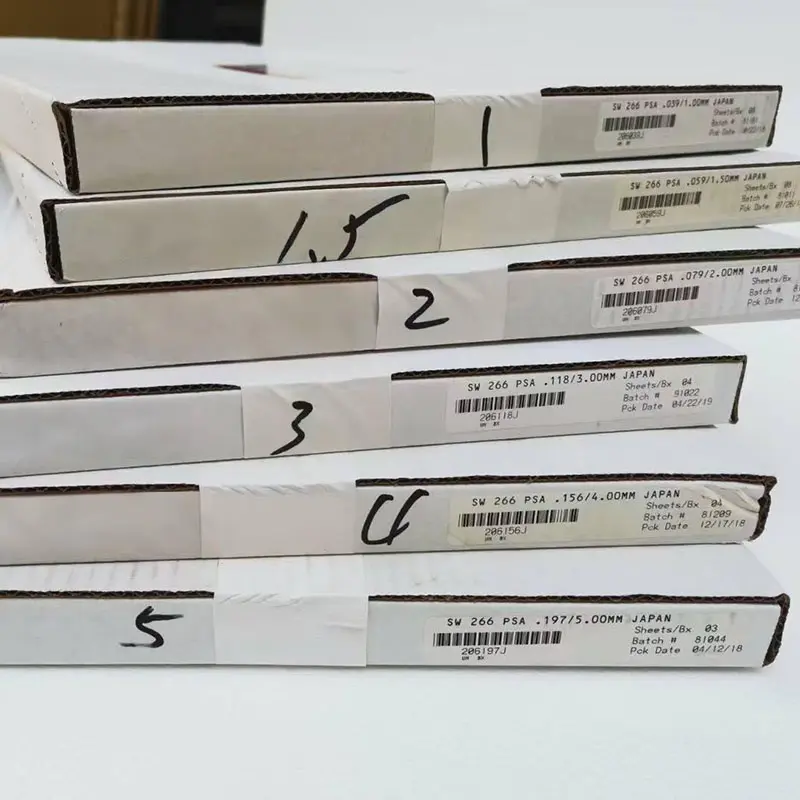
- 厚度规格:2.0mm(0.079 英寸)
- 定位:RTM 闭模、玻璃钢对开模、碳纤维工装专用定厚垫片
2. 物理规格
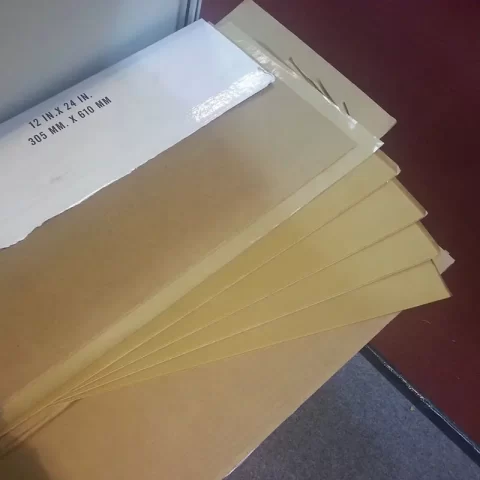
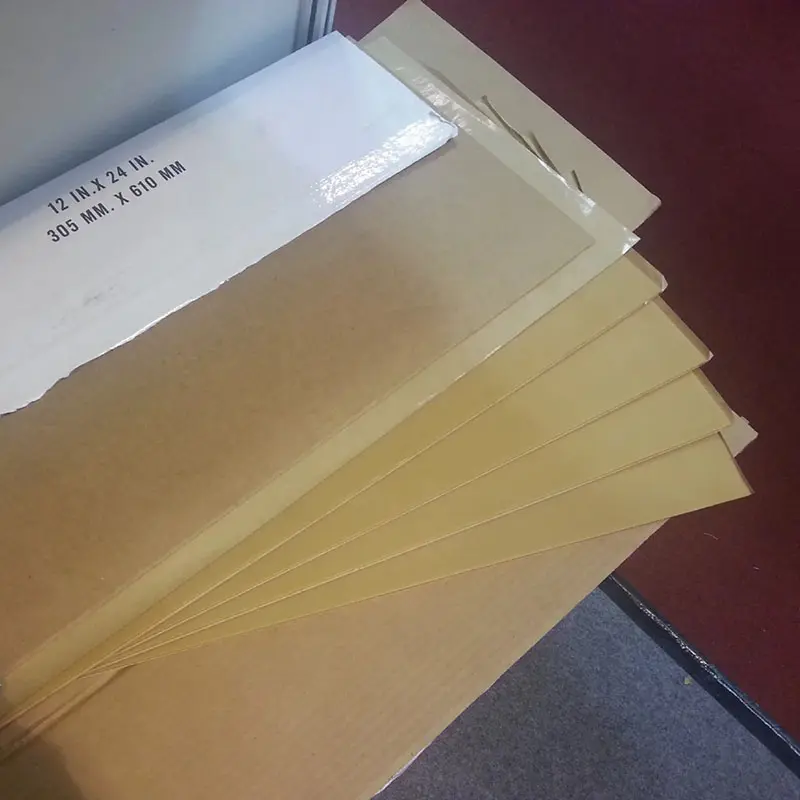
- 单片尺寸:305mm×610mm(12 英寸 ×24 英寸,原厂统一大板)
- 包装标准:2.0mm 厚度规格 8 片 / 标准纸盒
- 厚度公差:±0.001 英寸(±0.025mm),定厚精度极高,批量制模尺寸一致性稳定
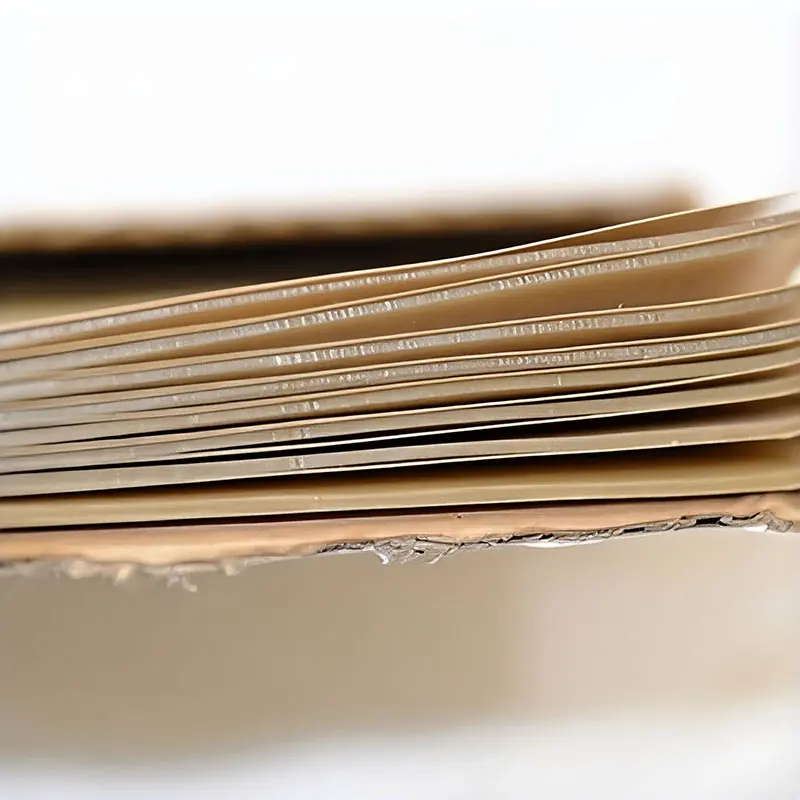
- 外观色泽:中棕褐色半透明微晶合成蜡,透光可看清底层模具划线、基准线
- 基材密度:合成复合微晶蜡,无杂质、不分层、防潮防软化
二、理化参数
- 熔融熔点:282°F ≈ 138.9℃。
- 长期热稳定温度:≤130℃,适配环氧、不饱和聚酯、乙烯基树脂固化放热峰值,固化全程不塌陷、不流淌、不变形(对比普通 SW165 熔点仅 79℃,高温易软化)。
- 闪点:508°F,加工、加热熔除无起火风险。
- 灰分含量:0.038%,高温熔除后残灰极少,不会污染模具与制品粘接面、漆面。
- 背胶特性:单面环保压敏胶,常温粘贴不滑移;成型后加热即可完整剥离,无残胶残留模面。
- 回弹特性:无记忆回弹(无 spring-back),常温可直接贴合曲面,无需提前加热软化、回火处理。
- 柔韧性:优于 SW165 普通蜡片,圆弧、分型转角、复杂曲面铺贴不脆裂、不起翘。
三、SW266 PSA 2mm 核心优势(对比 1/1.5/3mm 及普通无背胶款)
1. 高温稳定,适配放热型树脂
SW266 是高温专用配方,针对乙烯基、环氧等高放热树脂开模设计;2mm 厚度支撑力充足,树脂固化放热阶段不会受压变薄,精准锁定 2mm 产品壁厚,杜绝批量产品厚薄差、局部缺料。
2. PSA 背胶免喷胶,施工效率翻倍
- 自带压敏背胶,撕掉离型纸直接粘贴母模 / 分型面,无需额外喷涂蜡片专用胶;
- 铺贴后静置不位移,抽真空、铺积层玻纤过程不会移位;
- 对比无背胶 Plain 款,省去喷胶、晾干工序,复杂分型线施工节省 50% 工时。
3. 2mm 厚度适配主流中厚壁复材制品
- 支撑强度优于 1.0/1.5mm 薄款,大平面、大尺寸 RTM 模具不易凹陷;
- 相比 2.5/3mm 厚蜡片,材料成本更低、裁切更省力,适配汽车零部件、船艇壳体、风电小件、轨道交通外壳常规壁厚需求;
- 四季稳定:高低温车间不发软、冬季不脆裂,全年生产通用。
4. 易加工 + 易清模,无残留污染
- 美工刀、裁纸刀可任意裁切,适配异形分型、局部间隙填充;
- 成型后升温至 140℃以上可整体熔融流走,冷态也可整片刮除;
- 残蜡、残灰极低,无需大量溶剂清洗模具,不影响后续胶衣喷涂、产品粘接。
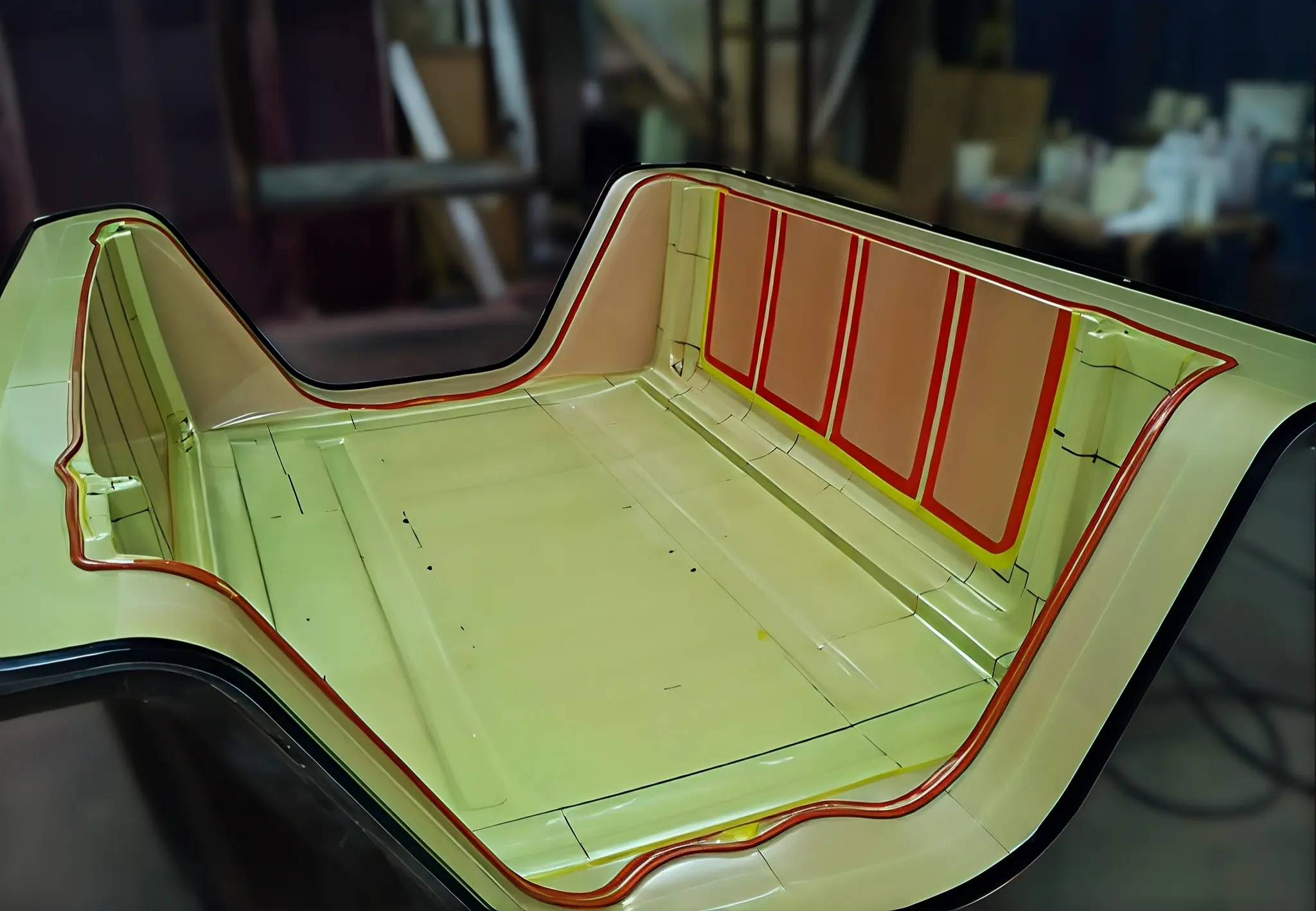
5. 半透明可视化,制模精度可控
半透明材质,铺贴后可清晰看见模具基准线、分型轮廓,裁切、对位零误差,大幅减少返工。



四、标准应用场景(复合材料 FRP / 碳纤维行业)
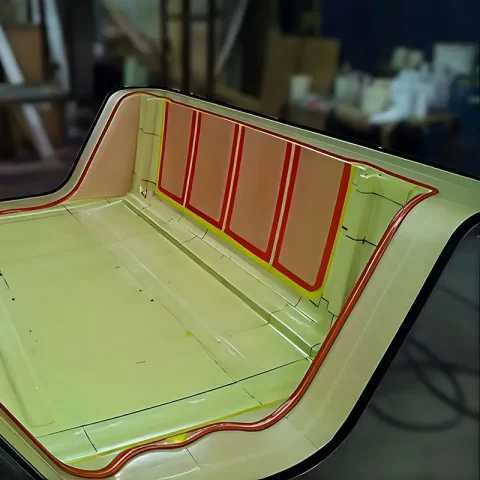
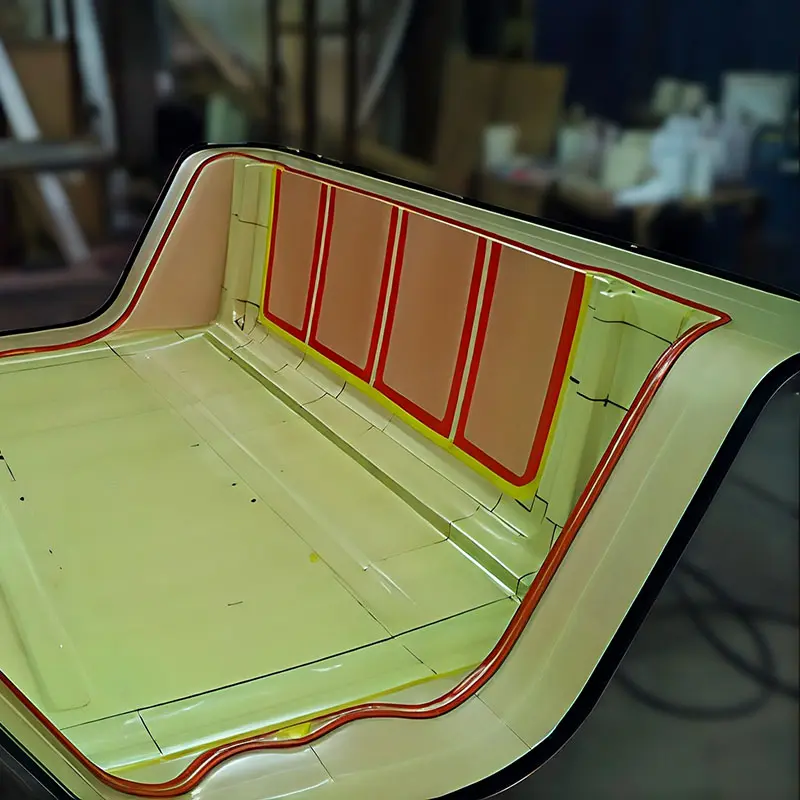
1. RTM 树脂传递模塑成型(核心用途)
上下公母模之间垫 2mm SW266 PSA 蜡片,精准预留 2mm 成品壁厚;汽车内饰件、碳纤维覆盖件、小型风电叶片、无人机壳体闭模标配,保证树脂均匀灌注、成品壁厚统一。
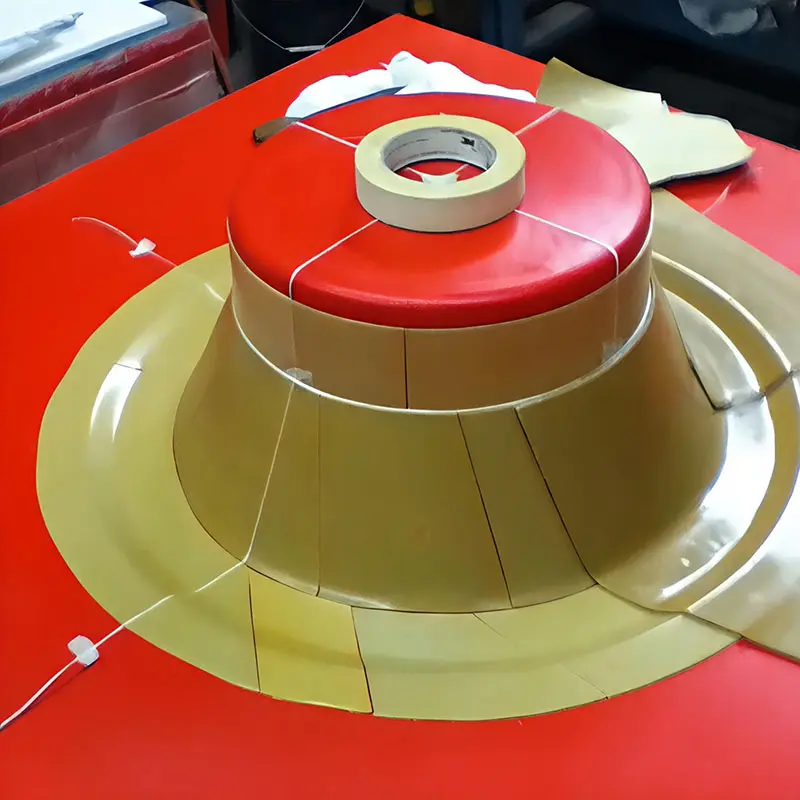
2. 玻璃钢对开模具制作(公母模分型)
母模表面满铺 2mm 背胶蜡片后翻制公模,一次性预留产品厚度,省去多次打磨校准型腔,大幅缩短模具制作周期;船壳、冲浪板、环卫设备外壳通用。
3. 分型线密封、溢料阻挡、局部间隙补偿
模具法兰边、转角分型处贴蜡片,封堵缝隙,防止树脂灌注、手糊过程溢料;局部加厚区域单独叠加裁切,精准补偿型腔间隙。
4. 工业模型、手板、工装治具开发
汽车原型件、轨道交通手板、检测工装厚度模拟,代替金属垫片,翻模后可完全熔除,不损伤原型件。
5. 环氧 / 乙烯基高温树脂专用模具
针对高放热耐腐蚀树脂开模,普通低温蜡片会熔化失效,SW266 高温稳定配方无变形风险。
五、操作流程



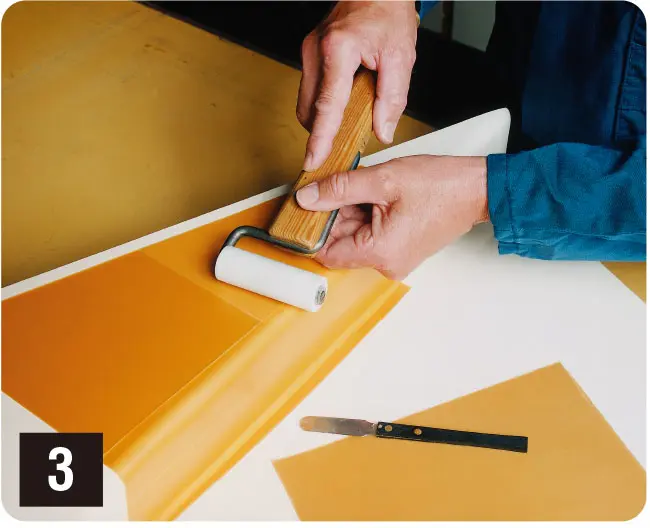

- 模面预处理:母模清洁干燥,完成脱模剂涂刷并干透;
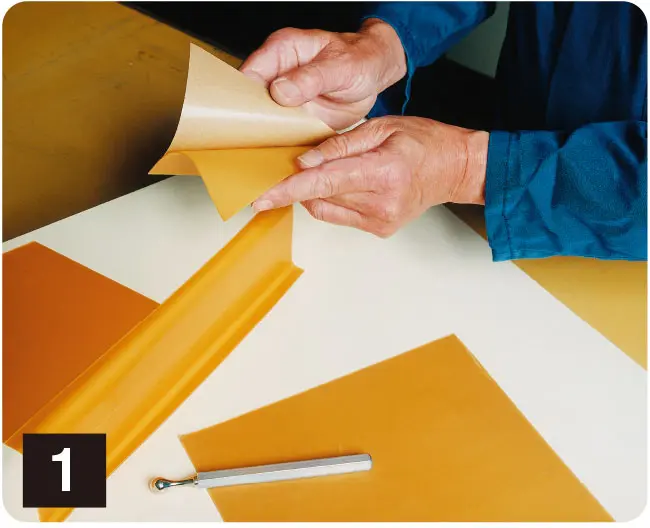
- 裁切下料:按分型轮廓裁切 2mm SW266 PSA 蜡片;
- 粘贴固定:撕掉背面离型纸,平整贴合模面,用刮板压实,转角处轻压贴合无空鼓;
- 拼接处理:多片拼接处紧密对接,不留缝隙避免树脂渗料;
- 翻模成型:直接铺玻纤、灌注树脂,固化完成后开模;
- 蜡片清除:
- 热清除:模具升温 140℃以上,蜡片熔融流出,擦拭少量残蜡;
- 冷清除:常温下整片剥离,边角残蜡用刮板清理。
六、与同系列产品区分(选购避坑)
- SW266 VS SW165
- SW266:高温型,熔点 139℃,曲面柔韧性好,适配环氧 / 乙烯基;
- SW165:普通低温款,熔点 79℃,仅适配低放热不饱和聚酯,高温易变形。
- PSA 背胶款 VS Plain 无背胶款
- PSA:自带背胶,直接粘贴,适合复杂曲面、大批量快速制模;
- Plain:无胶,需额外喷专用粘接胶,适合短期、简易小模具。
- 2mm 规格适用边界
- 适合成品壁厚 1.8–2.2mm 制品;薄壁件选 0.5–1.5mm,厚壁结构件选 2.5–5mm。
七、常见问答
问题 1:蜡片铺贴后出现翘边、脱落;
原因:模具表面有油污、脱模剂,背胶粘接失效;环境温度过低蜡片变硬。解决:施工前用丙酮擦拭模具基面;室内环境保持 20℃以上,提升蜡片柔韧性。
问题 2:树脂固化后产品局部壁厚偏薄;
原因:蜡片拼接存在缝隙、铺贴时未压实产生气泡;选用耐温不足的普通蜡片。解决:拼接缝隙紧密贴合,铺贴全程刮板压实;高温固化工况必须使用 SW266 高温款,不可替换低温蜡片。
问题 3:蜡片剥离后模具表面留有胶印;
原因:长时间高温烘烤,背胶老化分解;铺贴后静置超过 7 天未开模。解决:固化温度控制在 130℃以内;铺贴完成后 3 日内完成灌注成型,避免长期放置。
问题 4:裁切蜡片时容易断裂;
原因:低温环境存放蜡片变硬;裁切刀具钝,拉扯力度过大。解决:使用前将蜡片放置室温回暖;使用锋利美工刀匀速裁切,禁止暴力拉扯。
八、储存事项
- 储存条件:常温阴凉仓库,避免长期暴晒、高温堆放,防止背胶失效、蜡片软化;
- 施工环境:环境温度 5–35℃均可铺贴,低温车间无需加热即可贴合;
- 禁忌:不可直接接触强溶剂长时间浸泡,避免背胶溶解;不可用于首饰、牙科失蜡铸造(配方完全不同,不耐树脂高温);
- 安全提示:加热熔除时保持通风,熔融蜡液避免直接接触皮肤防止烫伤。
八、总结
2mm Freemans SW266 PSA 背胶高温蜡片是中厚壁 RTM、玻璃钢对开模具通用高端定厚材料,依托原厂高温稳定配方 + 自带背胶设计,兼顾尺寸精度、高温不变形、施工便捷、易清理四大核心需求,适配汽车、船艇、轨道交通、风电全系列复合材料开模场景,批量生产可有效降低模具报废、产品厚薄不均、溢料返工等损耗。
评价
目前还没有评价